How to determine joint efficiencies for tank inspection
By Carlos Molina
Hi folks. I hope you are doing well studying for your API 653 certification examination on March 20, 2015.
Here at Apiexam.com, we continue with the explanation of concepts neccessary for passing the API 653 exam. One of the topics you should study in order to pass is calculation of joint efficiencies for shell joints.
What is joint efficiency?
Joint efficiency is concept found in several API and ASME codes. It is a numerical value, which represents a percentage, expressed as the ratio of the strength of a riveted, welded, or brazed joint to the strength of the base material. It is also a way to introduce safety factors in welding of shells for containment, and can be expressed as follows:
![]()
In other standards, values for Joint Efficiency in welds are assumed according to 2 traits
- Type of welded joint
- Extent of NDE required for the welded joint
[adToAppearHere]
Joint efficiency varies with weld type. Various weld types and joint efficiencies for them can be found in Table UW-12 “Maximum allowable joint efficiencies for arc and gas welded joints” of ASME VIII, Div 1, Sec B. That way, a butt welded joint will have a greater value of E than a fillet welded joint.
Joint efficiency also varies with the extent of NDE required for the joint. A value of 1 for E will make one joint go full radiography.
In tank design, however, joint efficiency depends on the edition of the standard and the type of joint. Please take a look at the following tables based on API 653
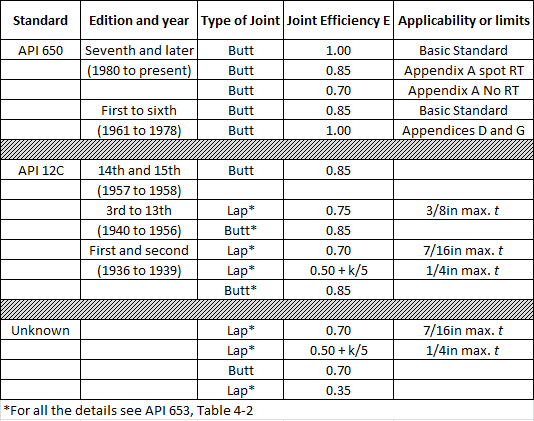
Joint efficiencies for weldedjoints
For riveted joints, tank efficiency depends on the type of joint and the number of rows of rivets.
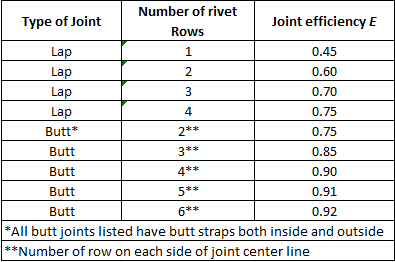
Joint efficiencies for riveted joints
Of course, regarding welded aboveground storage tanks, we will speak only about butt welded joint and riveted joints, acknowledging that you can find other types of joints, but having in mind that these are the most used types of joints in tank design. According to API 650 5.1.5, vertical and horizontal shell joints shall be butt joints with complete penetration and complete fusion.
Since the seventh edition of API 650, all tanks are constructed with a default 1 joint efficiency, meaning that shells are the thinner they can be. This only was reached, obviously, with improvements in base material (which improves the yield strenght value), weld consumables and welding processes.
What has to do joint efficiency with tank inspections?
According to API 653 4.3.3.1, the value of E is used in two ocasions in tank inspection.
| 1. When determining the minimum acceptable thickness for an entire shell course, for any other portions of a shell course, according to the following equations* | ||
| |
|
|
| 2. When determining the maximum level of water to be used during hydrostatic test of a tank (for example, if you need to change tank service to a higher specific gravity liquid) , according to the following equations * | ||
| |
||
*Details about the meaning of the variables can be found in API 653 4.3.3
When you know the standard by which a tank was built, and solve any of the equations above, you can see if it is fit for continued service. Have in mind that joint efficiency evaluation makes sense only when the corrosion is in close proximity to the joints. In fact, the value of E is 1 for any spot 6 inches apart from the weld in welded joints or to the outermost rivet away from the centerline in a riveted joint.
In the exam, one or two questions about joint efficiency will show up. That´s why you need this subject fully understood.
[adToAppearHere]
EXAMPLE 1
Q: A riveted tank built in 1984 is being inspected. Calculate the joint efficiency for a butt joint with a total of 4 rows of rivets
A: Joint Efficiency is 0.75 according to table 4-3 of API 653.
Quick hint about riveted tanks. As an inspector looking to increase inspection interval, you can propose the owner to increase the efficency of riveted joint by applying a full fillet lap welded joint additionally
I hope this is a good explanatory article about joint efficiencies in tank inspection. Next article will be more questions on the Body of Knowledge for API 653, in continuation to the API 653 Questions series.
I look forward to your comments. Thanks and good luck my friends.
Latest comments
Dear Sir/Madame Can you please tell me how to get the joint factor of a bolted tank that has 5 strakes and double rows of bolts for the 2 bottom strakes and the rest of the upper strakes single rows??
- Robert Moodley