Impact testing in tanks for the API 653 exam
By Carlos Molina
In terms of risk, catastrophic storage tank failure stands as one of the most costly events that can ever happen. It happens with no warning. It can have huge consequences of everything related to your plant: living beings, property, compliance, stakeholders, processes and finances. It is not something you would want for your facility.
Catastrophic tank failure is usually a consequence of brittle fracture, which is not always understood and is understimated when making tank repairs and inspections. Given that in some locations aboveground tanks have been in service for more than a few decades, and that is not uncommon to build a tank from parts used in other tanks, catastrophic tank failure is a real concern.
PRELIMINARY BRITTLE FAILURE TANK ASSESMENT*
*References for Tables and figures taken from API 650, twelfth edition, 2013
Whenever there is doubt about the capabilities of some steel to withstand all the loads, maybe because is old, or the tank is of unknown steel, or if it is going to operate at low temperatures, impact tests are recommended, and sometimes mandatory according to the standards, to rule out the possibility of brittle fracture.
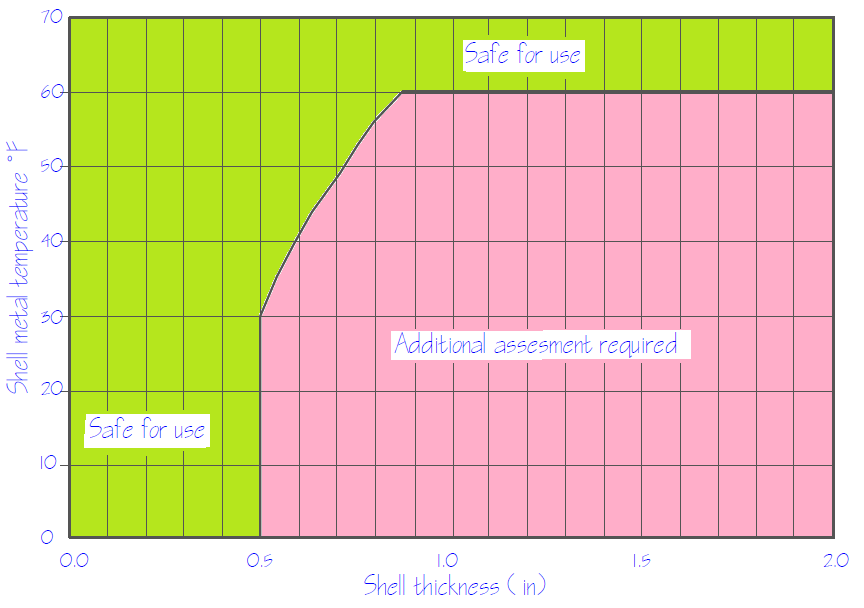
When deciding upon the use of an existing tank, the first thing you will take into account will be the exemption curve given in Figure 5.2 of API 653. Existing tanks fabricated from steels of unknown material specifications, thicker than 1/2 in. and operating at a shell metal temperature below 60 °F, can be used if the tank meets the requirements of Figure 5.2. The original nominal thickness for thickest tank shell plate shall be used for the assessment.
[adToAppearHere]
Figure 5.2 “Exemption Curve for Tanks Constructed from Carbon Steel of Unknown Material Specification”
 IMPACT TESTING FOR RECONSTRUCTED TANKS
IMPACT TESTING FOR RECONSTRUCTED TANKS
When a tank is being reconstructed, each individual plate for which adequate identification does not exist shall be subjected to chemical analysis and mechanical tests as required in ASTM A6 and ASTM A370 including Charpy V-notch. Impact values shall satisfy the requirements of API 650
IMPACT TESTING FOR PREHEATED WELDS
Impact testing is required if you are going to apply preheating as an alternative to PWHT, as found in 11.3.1.
IMPACT TESTING AS A WAY TO AVOID HYDROTEST
If you are repairing a tank, and you are short of water for hydrostatic test, make sure to include impact testing in your PQR´s before comencement of work, to make it easier to avoid hydrotest.
12.2.3.2.1 of API 653 says “welds to existing metal, develop welding procedure qualifications based on existing material chemistry, including strength requirements. Welding procedures shall be qualified with existing or similar materials, and shall include impact testing. Impact testing requirements shall follow appropriate portions of API 650, Section 9.2.2 and shall be specified in the repair procedure.”
Of course, there are many other requirements to hydrotest exemption, which are described in detail in 12.3.2 of API 653
UNDERSTANDING IMPACT TESTING IN NEW TANKS
Brittle fracture concerns are more critical when dealing with the following parts of a tank :shell plates, shell reinforcing plates, shell insert plates, bottom plates welded to the shell, plates used for manhole and nozzle necks, plate-ring shell-nozzle flanges, blind flanges, and manhole cover plates. Bottoms are usually thinner and don´t get as much affected by brittle fracture as the mentioned parts.
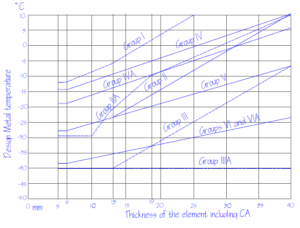
If you know the material specification, experience has shown that some materials don´t need impact testing. How to know if you need impact test for a new material? When you jave your new plates in location, use figure 4.1a or 4.1b of API 650* . Plates less than or equal to 40 mm (1.5 in.) thick may be used at or above the design metal temperatures indicated in Figure 4.1a and Figure 4.1b without being impact tested.
[adToAppearHere]
Figure 4.1a. Minimum Permissible Design Metal Temperature for Materials Used in Tank Shells without Impact Testing (SI). (Use this figure for known material specification)
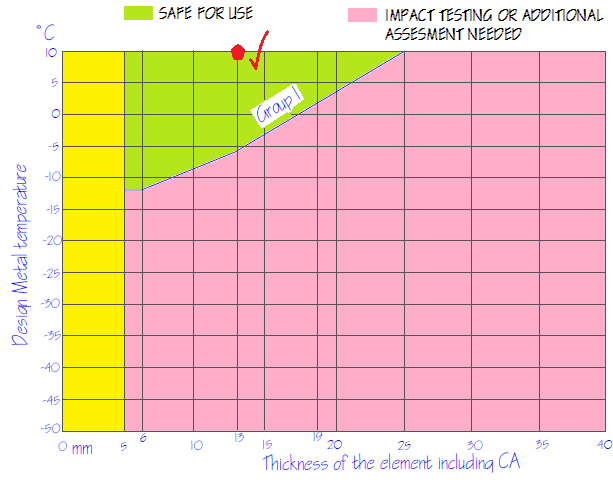
For example, let´s consider an ASTM A36 As Rolled, Semi-Killed plate for a shell 12,5mm thick with a design metal temperaure of 10°C. Will it be safe for use?
FIRST LET´S REVIEW SOME USEFUL DEFINITIONS
API 650 manages three types of steel: Killed, As-rolled and Normalized
KILLED: Killed steel is steel that has been completely deoxidized by the addition of an agent before casting, so that there is practically no evolution of gas during solidification. They are characterized by a high degree of chemical homogeneity and freedom from gas porosity. The steel is said to be “killed” because it will quietly solidify in the mould, with no gas bubbling out. It is marked with a “K” for identification purposes
AS ROLLED: In the event that customers heat-treat their own plates, the product is referred to in as-rolled condition. After being rolled, the plate is cooled in static air. The term as-rolled condition stems from the fact that the product is not heat-treated
NORMALIZED: In this condition, carbon steel is heated to approximately 55 °C above Ac3 or Acm for 1 hour; this ensures the steel completely transforms to austenite. The steel is then air-cooled, which is a cooling rate of approximately 38 °C (100 °F) per minute. This results in a fine pearlitic structure, and a more-uniform structure.
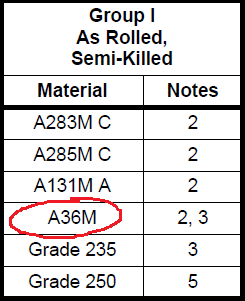
In our example, the plate is As-rolled, semikilled material, which makes it a group I, according to Table 4.4a or 4.4b of API 650.
Excerpt of table 4.4a. Material groups (SI)
Design Metal Temperature is defined as “the lowest temperature considered in the design, which, unless experience or special local conditions justify another assumption, shall be assumed to be 8 °C (15 °F) above the lowest one-day mean ambient temperature of the locality where the tank is to be installed”. The values for mean temperatures in any location in the United States can be found in Figure 4.2—Isothermal Lines of Lowest One-Day Mean Temperatures, not seenin this article. Maximim design temperature is 93°C for tanks designed to API 650.
Our design metal temperature is 10°C and our shell thickness is 12,5mm for a group I material. This combination of materials, design, and construction features, makes our steel safe for use (See figure 1)
Figure 1.
WHEN IMPACT TESTING IS DONE
For a new tank, if required by the Purchaser or if the material falls in an area other than “safe for use”, a set of Charpy V-notch impact specimens shall be taken from plates after heat treatment (if the plates have been heat treated), and the specimens shall fulfill the stated energy requirements. Three specimens are needed, and the average value of the three tests should be compared against the minimum requirements of Table 4.5a—Minimum Impact Test Requirements for Plates.
For a new tank, the impact test requirements and the definition of “controlling thickness” for pipings and forgings used as shell nozzles and manholes is found in numeral 4.5 of API 650.
IMPACT TESTS FOR WELDING PROCEDURE SPECIFICATIONS
When a new tank is constructed and impact tests are required by 4.2.9, 4.2.10, or 4.5.4, impact test should follow the guidelines found in numeral 9.2 of API 650, that is not treated further in this article.
WHAT THE BOK SAYS
For people studying for the API 653 exam, have in mind what the Body Of Knowledge says.
The inspector should understand the importance of tank materials having adequate toughness. The inspector should be able to determine:
a) Tank design metal temperature (API-650, 4.2.9.3 & Figure 4-2)*
b) Material Group Number for a plate (API-650, Tables 4-3a and 4-3b)*
c) If impact testing is required (API-650, Figure 4-1)
d) If impact test values are acceptable (API-650, Table 4-4)*
*References for Tables and Figures taken from API 650, twelfth edition, 2013
As you can see, impact testing it is not a very difficult subject to understand. The standards are very clear regarding old and new tanks. Notice that the BOK works exclusively with API 650 and not with API 653.
NEXT WEEK, THE EXAM SIMULATOR NEW VERSION
As some of you know, I have been working on a simulation of the real exam. Next week, we will deliver a new version of the simulator, fixing some of the answers and allowing the user to retry the failed questions. Don´t forget to look after this software.
If you want to receive more articles like this, please take some seconds from your time and give us your email. Although sometimes is difficult, I try to publish every week.
Thanks for reading.
Latest comments
I am doing preparation for API653,Thanks for your information,Please give advice for preparation for API 653.Your advice for me Very Valuable.
- SachchidanandGlad you like it. Thanks
- Carlos F. MolinaThank you, this helps me out greatly. I'm taking the API 653 cert in the near future and your website has been a blessing!
- Patrick CruzGood and useful for my carrier
- muraliIt was very important for me; I can not understand the Figure 4-1a and b
- Gerardo SantosThank you.
- imageniero@gmail.comVery Good paper
- Fredy Mejia