Linings in tank bottoms – API 653 training
By Eng. Carlos F Molina
The following article is about API RP 652 for the API 653 certification exam. What do you think is the difference between a lining and a coating? Between a coating and a paint?….. Before you continue reading, share your thoughts in the comment section.
As far as I know, paint is a liquid or paste that, when applied in a substrate, coats a layer over the surface, protects it and then gets to be known as a coating. Any material applied to the internal surfaces of a tank to serve as a barrier to corrosion and/or product , it is known also as a lining. Right now we are going to study linings. If you are preparing to take the API 653 certification exam, do me a favor an read the 652 RP.
[adToAppearHere]
To pass the API 653 exam, you must study API 652 RP Linings of Aboveground Storage Tank Bottoms. Regarding this issue, the BOK for the 2017 exam says:
A.The inspector should have a practical understanding and be familiar with the information contained in RP-652 related to:
1. types of tank bottom linings and advantage and disadvantages of each
2. considerations for recommending tank bottom linings
3. causes of tank bottom lining failures
4. types of tank bottom lining materials
5. surface preparation requirements for the installation of tank bottom linings
6. issues affecting the application of a tank bottom lining
API 652 RP is a document that is suitable more for the open-book part of the API 653 exam.
IMPORTANT DEFINITIONS
The following are important definitions you should know
holiday: A discontinuity in a protective coating that exposes unprotected surface to the environment
anchor pattern: Surface profile or roughness.
mil: One one-thousandth of an inch (0.001 in.). One mil = 25.4 μm; it is common practice to use 1 mil = 25 μm.
lining: A material applied to the internal surfaces of a tank to serve as a barrier to corrosion and/or product contamination. The term coating is also used for the purposes of this document.
thick-film lining: A lining with a dry film thickness of 20 mils (0.51 μm) or more. One of the two types of linings of API RP 652.
thick-film reinforced lining: A thick-film lining reinforced with chopped glass fibers, chopped glass mat, woven glass mat, or organic fibers.
thin-film lining: A lining with a dry film thickness less than 20 mils (0.51 μm). One of the two types of linings of API RP 652.
DEFINING THE NEED FOR A LINING
A tank bottom lining may be deemed necessary if inspection shows that the minimum thickness of the bottom steel plate is less than 0.100 in. (2.5 mm), or if corrosion is expected to proceed so that the steel thickness may reach this minimum thickness prior to the next scheduled inspection.
[adToAppearHere]
Linings are used to combat corrosive conditions on the product side, as MIC, caustic corrosion, chloride SCC, caustic SCC and sulphuric acid corrosion. There are other Damage mechanisms that are in API RP 652 but not in the BOK. You as a student must read these DM, but not in the same order of importance as the ones mentioned in the BOK.
Linings are listed as one of at least six Release Prevention Barriers listed in API 653 as means to maintain tank integrity and thus protect the environment.
CLASSES OF LININGS
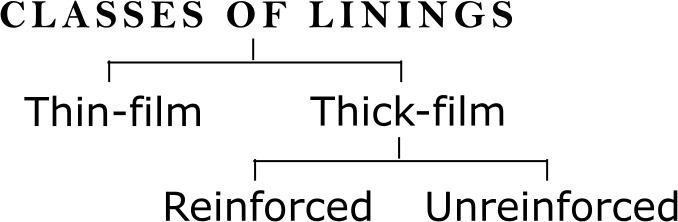
Tank bottom linings can generally be divided into two classes: thin-films [with a dry film thickness less than 20 mils (0.51 μm)] and thick-films [with a dry film thickness of 20 mils (0.51 μm) or more]. Thin-film linings are applied to tank bottoms that expect or have little corrosion. They are not suitable for heavily pitted tank bottoms.
Thick-film linings can be divided in 2 types: reinforced or unreinforced. Reinforced linings are often used on aged floors that have incurred corrosion and are rough and pitted and thinned tank bottoms.
CONSIDERATIONS IN LINING SELECTION
The following are the advantages of thin-film linings
a. Initial cost is typically less than thick-film reinforced linings.
b. Easier to apply.
c. Experience has shown that when properly selected, applied, and not damaged, the life of thin-film linings can be greater than 20 years.
d. Most thin-film epoxy linings exhibit good flexibility.
e. Allows for more accurate MFL floor scans.
f. Easier to remove.
The following are the advantages thick-film reinforced linings
a. Easier to achieve coverage over rough, pitted steel and surface irregularities.
b. Proven ability to bridge future penetrations in the floor steel.
c. Resistance to mechanical damage.
d. It can be layed by hand or with chopper gun.
e. Few or no discontinuities to repair following the “holiday” test.
f. Long term service–more than 20 years
g. Provides resistance to moisture permeation.
The following are the advantages thick-film unreinforced linings
a. Some thick-film linings can be built up to 100 mils (2540μm) in a single coat.
b. Better coverage over rough surfaces.
c. Generally applied in a single coat, there are no issues with contamination between coats.
d. High solids may have better edge retention with reduced material shrinkage.
e. Typically, this linings are fast curing and can be put back in service after 24 hours at normal ambient temperatures.
f. Few or no discontinuities to repair following the “holiday” test.
g. Reduced labor costs compared to multi-coat thin-film or labor-intensive reinforced thick-film linings.
h. Promotes a reduced tank turn around schedule.
i. Long term service-more than 20 years
j. Provides resistance to moisture permeation.
CAUSES OF TANK BOTTOM LINING FAILURES
Regarding the improper application of linings, some experience in coating application comes handy if you are going to take the exam.. There are many causes of lining failure, but API 652 RP mentions the following
7.1 Inadequate surface preparation is a major cause of lining failure.
7.2 lack of cleanliness. Prior to abrasive blasting, all hydrocarbon residues such as oil, tar, and grease, must be removed from the area to be lined.
7.2 Presence of salts. The presence of soluble salts on the steel can adversely affect the performance of a lining resulting in blistering by osmosis (because the environment that is more salty “tries” to achieve equilibrium with the exterior, it does so with moisture)
7.4 Environmental conditions during application. As a general rule, the surface temperature must be at least 5°F (3°C) above the dew point temperature in the tank and the relative humidity should be below 80% at the steel surface.
8.1 Failing to meet the manufacturer´s requirements regarding recoat intervals. Subsequent coats must be applied within the recoat interval recommended by the lining manufacturer and/or as determined by the owner’s inspector
8.2 improper mixing
8.4 insufficient coverage. Insufficient film thickness will not provide adequate coverage or protection.
8.4 Too much paint. Excess primer thickness is a common cause of failure of thick-film lining systems. The lining thickness shall be in accordance with the lining specification.
8.5 Inadequate curing time. Refer to the coating manufacturer to determine the proper cure time and temperature
9.3.4 Failing to remove discontinuities from the surface. This is specially true for thin-film linings. Holiday testing of thin-film linings should be performed with a low-voltage (67.5 volts) wet sponge detector
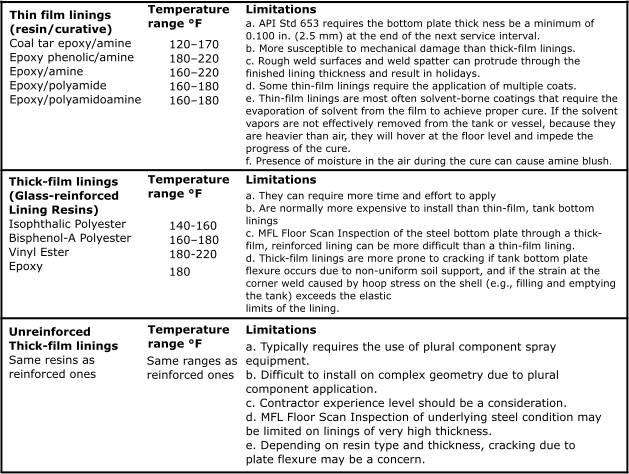
BOTTOM LINING MATERIALS
Material for tank bottom linings are summarized in tables 1 and 2 of API 652. Please study tables 1 and 2 in the RP, as it is probable that questions about this will show up in the exam. I made the following table based in the documentation.
SURFACE PREPARATION
Generally, abrasive blast cleaning to a white metal finish (NACE No. 1/SSPC-SP5) is desired. Abrasive blast cleaning to a near-white metal finish (NACE No. 2/SSPC-SP10) is often specified as the minimum degree of surface cleanliness. For small areas, SSPC SP 11 is often desirable to avoid damage to the surrounding lining that may be in very good condition. The anchor pattern required for linings is typically 1.5 to 4.0 mils and generally increases with the thickness of the lining,” the API RP 652 states. “To achieve adhesion necessary for long-term performance, it is important that the anchor pattern is sharp and angular.”
ISSUES AFFECTING APPLICATION OF LININGS
Most of the quality control in lining applications can be controlled having in mind the following controls.
- Lining system. The recommendations of the lining manufacturer should be followed at all times to avoi risk of lining malfunction or lack of guarantee. After sufficient curing of the completed lining system, holiday testing should be carried out
- Guidelines for lining application. A procedure stablishing proper on-site storage conditions, mixing, applying, and curing of the lining are necessary, and the lining manufacturer’s recommendations should be followed. Any differences between the owner’s specification and the lining manufacturer’s technical data sheet should be resolved before beginning the job.
- Temperature and humidity control. With the use of a termohigrometer, you need to control ambient temperature and humidity. You need to control the surface´s temperature too. As said earlier, the surface temperature must be at least 5°F (3°C) above the dew point temperature in the tank and the relative humidity should be below 80% at the steel surface.
- Lining thickness. As the lining is being applied, wet film thickness measurements should be made.
- Lining curing. Thin film linings are higher VOC than thick-film linings. Independently, any lining should be allowed a proper cure time and temperature. The proper curing conditions should be ensured for the full duration of the cure time, or forced-curing of the lining may be accomplished by circulating warmed, dehumidified air.
BACK TO API 653
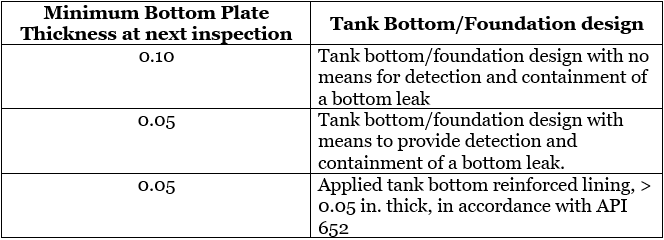
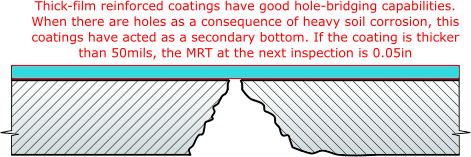
API Standard 653 states that if a tank has an applied tank bottom reinforced lining that is thicker than 50mils, the MRT of the bottom at the end of the next inspection interval is 0.05in (remember table 4.1 of API 653, below). When determining the next inspection interval, also the internal corrosion rate (StPr) of a tank with an internal lining can be assumed to be zero. This assumption can be made provided that the lining is in acceptable condition and suitable for the intended service, without regard of the type of lining.
The reason the MRT is lower for thick film reinforced linings is that they have future hole-bridging capabilities. (Not related, but I guess this demonstrates that you should consider always, in the present, to carry your hydrostatic test before you paint!) Thick film linings are also used in present thin areas of the bottom, and they can be applied if there is suspicion of heavy soil side corrosion.
Inspection of the lining is part of any internal inspection of the tank. If you want to comply with the Quality Control requirements present in API 652 RP 9.1, that “Records should be made to briefly describe the products and procedures that were used during installation of the lining”, take a look at an strategy that has served me well before to record all the information produced in a painting project.
Leave a Comment