Liquid penetrant examination BOK API 653 – An explanation
By Eng. Carlos F Molina
Liquid penetrant examination is a NDE technique used many situations. It is an effective means for detecting discontinuities which are open to the surface of nonporous metals and other materials. Typical discontinuities detectable by this method are cracks, seams, laps, cold shuts, laminations, and porosity. In fillet welds of big size (you define big size), it can be used in several stages to make an approximation to a volumetric NDE. It is better used if applied to the root pass of containment welds.
The Body of Knowledge for the API 653 exam (there is a new BOK here) says the following:
[adToAppearHere]
SCOPE
Penetrant testing shall be carried out in conformance with ASTM SE-165, Standard Test Method for Liquid Penetrant Examination. This document provides details to be considered in the procedures used.
PROCEDURES
As with all the other NDT techniques (except Vacuum-Box Testing according to Annex X, API 650) a written procedure is needed for PT when it is to be used in tanks. The procedure shall contain the following essential variables
| Essential Variables of a Penetrant Testing procedure |
| Identification of and any change in type or family group of penetrant materials including developers, emulsifiers, etc. |
| Surface preparation (finishing and cleaning, including type of cleaning solvent) |
| Method of applying penetrant |
| Method of removing excess surface penetrant |
| Hydrophilic or lipophilic emulsifier concentration and dwell time in dip tanks and agitation time for hydrophilic emulsifiers |
| Hydrophilic emulsifier concentration in spray applications |
| Method of applying developer |
| Minimum and maximum time periods between steps and drying aids |
| Decrease in penetrant dwell time |
| Increase in developer dwell time (Interpretation Time) |
| Minimum light intensity |
| Surface temperature outside 40°F to 125°F (5°C to 52°C) or as previously qualified |
| Performance demonstration, when required |
CONTAMINANTS
It is essential that the surface of parts be thoroughly dry after cleaning, since any liquid residue inside defects will hinder the entrance of the penetrant. Drying may be accomplished by warming the parts in drying ovens, with infrared lamps, forced hot air, or exposure to ambient temperature.
The inspector usually will need the surface of the weld prepared by grinding, machining, or other methods to avoid irregularities of the weld masking indications. When we are examining nickel base alloys, austenitic or duplex stainless steels, and titanium, we shall obtain certification of contaminant content for all liquid penetrant materials used.
EXAMINATION AND TECHNIQUES
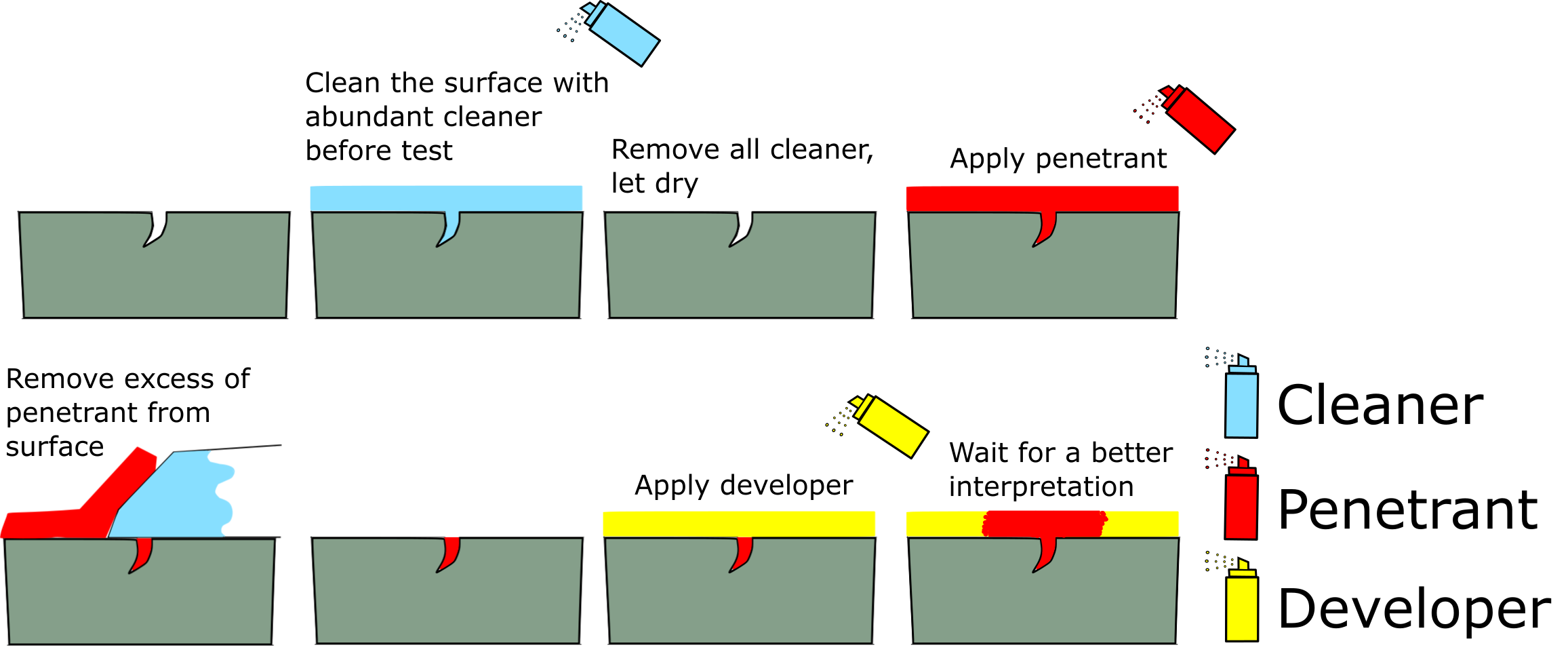
There are 6 different Penetrant Testing methods outlined in SE-165- Essentially, the surface to be examined is first prepared and cleaned, penetrant is applied, then its excess is removed from the surface and a developer is applied which makes indications visible. The following diagram depicts the basics of the operation
The 6 methods outlined in SE-165 are classified according to the carachteristics of the materials used. Either a color contrast (visible) penetrant or a fluorescent penetrant shall be used with one of the following three penetrant processes:
(a) water washable
(b) post-emulsifying
(c) solvent removable
The visible and fluorescent penetrants used in combination with these three penetrant processes result in six liquid penetrant techniques. Dwell times for penetrants vary with the chosen method.
INTERPRETATION
Final interpretation shall be made not less than 10 min nor more than 60 min after application of a dry developer or after the developer is dry, although longer periods are permitted. Of course, if you let the examination progress up to the next day, for example, the penetrant will be so extended that you won´t know where it came from.
Discontinuities are difficult to evaluate if the penetrant diffuses excessively into the developer as said. If this condition occurs, close observation of the formation of indications during application of the developer may assist in characterizing and determining the extent of the indications.
Color Contrast Penetrants. With a color contrast penetrant, the developer forms a reasonably uniform white coating. Surface discontinuities are indicated by bleed-out of the penetrant which is normally a deep red color that stains the developer. Indications with a light pink color may indicate excessive cleaning. Inadequate cleaning may leave an excessive background making interpretation difficult. A minimum light intensity of 100 fc (1000 lx) is required on the surface to be examined to ensure adequate sensitivity during the examination and evaluation of indications. The light source, technique used, and light level verification is required to be demonstrated one time, documented, and maintained on file.
Fluorescent Penetrants. With fluorescent penetrants, the process is essentially the same as with color contrast penetrants with the exception that the examination is performed using an ultraviolet light, called black light. The examination shall be performed as follows:
(a) It shall be performed in a darkened area.
(b) Examiners shall be in a darkened area for at least 5 min prior to performing examinations to enable their eyes to adapt to dark viewing. Glasses or lenses worn by examiners shall not be photosensitive.
(c) Black lights shall achieve a minimum of 1000 μW/cm2 on the surface of the part being examined throughout the examination.
(d) Reflectors and filters should be checked and, if necessary, cleaned prior to use. Cracked or broken filters shall be replaced immediately.
(e) The black light intensity shall be measured with a black light meter prior to use, whenever the light’s power source is interrupted or changed, and at the completion of the examination or series of examinations.
DOCUMENTATION
All indications, Nonrejectable and Rejectable, shall be recorded as specified by the referencing Code Section. In the case of rejectable ones, as a minimum, the type of indications (linear or rounded), location and extent (length or diameter or aligned) shall be recorded.
RECORD KEEPING
For each examination, the following information shall be recorded:
(a) procedure identification and revision;
(b) liquid penetrant type (visible or fluorescent);
(c) type (number or letter designation) of each penetrant, penetrant remover, emulsifier, and developer used;
(d) examination personnel identity and if required by referencing Code Section, qualification level;
(e) map or record of indications per T-691;
(f) material and thickness;
(g) lighting equipment; and
(h) date of examination.
[adToAppearHere]
Latest comments
The criteria is depending on the indication but not the imperfection since the latter is smaller than the former. However as per American Military standard-MIL, it seems the criteria shall be based on the imperfection/discontinuity size itself?
- tongdm