API 651 on the need to have cathodic protection
By Carlos F Molina
Here are my thoughts on the numeral 5.1 of API 571, “Determination of Need for Cathodic Protection”
It starts saying that “The need for cathodic protection shall be determined for all aboveground storage tanks.
Determination of Need for Cathodic Protection
Almost any tank of certain size that is in contact with soil will need a cathodic protection in the bottom, because coatings are not perfect (NACE SP0169), so it will be a moment when corrosion starts to act. With more reason if the surface is not coated.
[adToAppearHere]
API 651 states that the designer must base his decisions on “data from inspections performed in accordance with API Std 653, corrosion surveys; operating records; prior test results with similar tank systems in similar environments; national, state, and local code requirements”. If analysis of these data dictate that the rate of corrosion is too high or expected to be too high, a cathodic protection system should be considered. Before a tank is built, there needs to be some kind of study to determine the feasibility of cathodic protection systems. The designer must take into account land ownership, the presence of another metallic structures nearby, the presence of a leak detection system, etc. Of course, you won´t have much data before construction, but you can use the principles of Annex H “Similar Service Asessment” (H.2.1.6), using data from control tanks to asess the need for CP.
If it is determined that corrosion may occur, adequate corrosion control procedures should be adopted to ensure metal integrity for safe and economical operation over the service life of the tank. The location of a facility or the presence of a leak detection system alone should not be used to determine the need for cathodic protection.
The decisions governing the need for cathodic protection should be based on data from inspections performed in accordance with API Std 653, corrosion surveys; operating records; prior test results with similar tank systems in similar environments; national, state, and local code requirements; and the recommendations made within this document.
Due to the wide variety of tank pad types and conditions, and their variability in preventing corrosion with or without cathodic protection, the practices of this standard should be used in conjunction with the inspection and maintenance practices of API Std 653 to determine that external corrosion of tank bottoms is adequately controlled.
I´ve said several times in this blog that the best configuration against soil corrosion is a combination of a coating and a cathodic protection system. This is said in API RP 571 and API 651. This gives an answer to the never ending question about if it is valid to paint the underside of the bottom. Yes it is. And that works for small and large tanks. If a tank is small enough, it can be lifted and painted at the underside of the bottom. Cathodic protection will protect the surfaces that are uncoated.
New Aboveground Storage Tanks
Cathodic protection must be “ON” all hours of the day and all the year around. Little interruptions won´t do harm.
Corrosion control by cathodic protection for new aboveground storage tanks should be evaluated in the initial design, and if applied, should be maintained during the service life of the tank.
Existing Aboveground Storage Tanks
“Studies should be made within a suitable time frame in accordance with API Std 653 concerning the possible need for cathodic protection. When these studies indicate that corrosion will affect the safe or economic operation of the system, adequate corrosion control measures should be used.”
Some thought goes here to the concept of “Suitable time frame”, that is not clear. Actually, API 653 re-sends you to API 651 when talking about CP surveys. With respect to particular
circumstances, local, state, and federal laws and regulations should be reviewed. Survey intervals should be close enough to detect any malfunction/turning off. If a tank bottom is already corroded, the use of a new cathodic protection system can be harmful.
Internal Cathodic Protection
If the product you are going to store is a pure hydrocarbon, which usually is not corrosive, there will be no need to use internal cathodic protection. But sometimes hydrocarbons traces of water or sediments in the bottom, or in an emulsion, so sacrificial anodes will be needed.
Limitations of External Cathodic Protection
“Cathodic protection is an effective means of corrosion control only if it is possible to pass electrical current between the anode and cathode (tank bottom)”
How to reconcile this fact with the statement of API 571 that the best protection is a combination of coating and CP? Some coatings act as an isolation for electric current from the cathodic protection system. To avoid it, you can select a coating that doesn´t act as electrical shielding.
The following are potential problems that can affect CP
a. tank pads such as concrete, asphalt, or oiled sand (oiled sand won´t allow precise current measuring);
b. an impervious external liner between the tank bottom and anodes;
c. high resistance soil or rock aggregate pads;
d. old storage tank bottoms left in place when a new bottom is installed.
[adToAppearHere]
But now let´s talk about some problems with cathodic protection.
Hydrogen embrittlement
Last post, I created an animation to show you a simple model of an electrochemical cell. You could see that electrons generate OH- ions. Equally, current from a cathodic protection system can do that, and when the CP is not well tuned, some of this hydrogen is absorbed in the protected metal, given that hydrogen atoms are small enough to pass through the crystalline steel structure. They create hydrogen embrittlement. To avoid this, the application of potentials at which hydrogen reduction occurs is avoided.
Cathodic disbonding
The formation of hydrogen ions over the surface of the protected material (cathode) is the reason why cathodic disbonding happens. Cathodic disbonding can be exacerbated by an increase in alkali ions and an increase in cathodic polarization. The degree of disbonding depends also on the type of coating, with some coatings affected more than others. Cathodic disbondment increases with temperature
Cathodic shielding
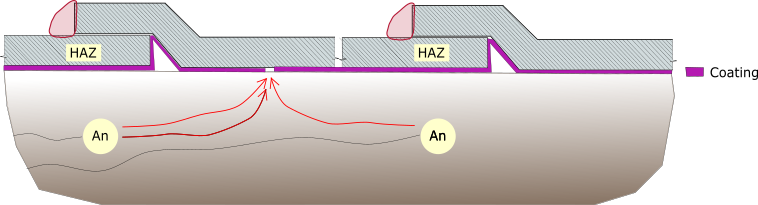
This happens when the coating used is permeable to water but isolates the current, so they will let water pass but they won´t allow current from a cathodic protection to pass. So esentially it is like if the coating becomes a roof for electrical current and lets water alone to function as an electrolyte and generate corrosion. You can see it here. Cathodic protection should not be installed when there are linings or buried objects that create electrical shielding. Coatings should be carefully selected to ensure they are truly compatible with CP.
This damage mechanism is particularly relevant to piping.
NEXT ARTICLE AND A LITTLE STORY
Next time we will continue with the in-depth explanation API 651, especially the parts relevant to the API 653 exam.
Please read the following.
I want to tell you a little story about apiexam.com
Apiexam.com was born in 2012 while I was working in a hot terminal storing Castilla Crude. I worked there for a company repairing Aboveground Storage Tanks.
Usually, contracts for this kind of job stipulate that the company must provide an API 653 certified engineer, but I wasnt´certified yet and hardly knew about the certification (I Confess). They needed one so I was the Chosen. Mostly because I can speak english and I do well in written tests (Fact that I prominently highlighted in my Curriculum Vitae).
I passed the exam at the first try with only 2 years experience in tanks and almost no free time to make a conscious study. That was exciting, so I decided to put up a website to teach other people about it.
However, some time later, I became involved in another project and lost motivation temporarily and after only 4 or 5 articles I stopped writing for the site. It wasn´t until november 2014 that I really started to write in this site.
The challenge in front of me at that time was to share notes with people around the world that are serious about their careers and want to pass the API 653 exam at the first try as I did (The website´s name could stand for other API exams but I am talking about API 653 right now. It is a real mental struggle to think about other subjects in the API realm). But it is difficul to create something that matters.
Whatever, I continued to work slowly towards the goal. There have been ups and downs, but I think I am reaching the final point.
2 years and 3 months after starting out, I am glad to know that several engineers have benefited with the notes here in Apiexam.com (But I will tell you about the other time around). I am happy for all the people that has benefited from apiexam.com so far, and the ones that will continue to benefit. Thanks.
Leave a Comment