Properly conducted WPQs for your tank welders
By Carlos Molina.
Any time that a tank construction project is about to begin, there is this critical part of the trade that is welder´s qualification. Strict control of welders and their qualifications, as the welding procedure specifications, is needed to ensure traceability of your welded joints, for integrity purposes. This webpage usually speaks about the API 653 examination, but today we are talking a little about welders qualifications based on ASME IX. (I assume my readers to know something about welding)
According to the API 653 standard.
Welding procedure specifications (WPSs) and welders and welding operators shall be qualified in
accordance with Section IX of the ASME Code, the additional requirements of API 650, and this standard. Welding procedures for ladder and platform assemblies, handrails, stairways, and other miscellaneous assemblies, but not their attachments to the tank, shall comply with either AWS D1.1, AWS D1.6, or Section IX of the ASME Code, including the use of SWPSs.
We will concentrate in the integrity of the tank; it is, the welds made in shell, bottom and roof.
[adToAppearHere]
TESTING WELDERS FOR TANKS
The objective of welders tests. While WPSs are qualified to check if they can make a good joint, welders are qualified to check if they have the skills to make a sound weld, and there are certain variables that should be controlled during the test. In a tank, they need to be able to deposit weld in the flat, horizontal and vertical positions at least. The overhead position
How to know if the welder is good. There are two options regarding the use of a WPS during a welder´s test. Or you describe the WPS to him or he reads it by itself. I usually prefer that they read the WPS themselves, to check if they can do it. However, sometimes you will need to describe the procedure to them, in order to acommodate as many approved WPSs to the test being made. As you know, with one test you can approve the welder for several WPSs. As a way of avoid wasting time, welder’s qualification tests may only be taken by welders who have received appropriate previous training (both practical and theoretical) and who have had sufficient opportunity to practise the craft.
How identify welders for testing and production welds? There are many ways to do this, but we usually ask the welders to give us the first letter of his name, then the first letter of his surname and the last 2 digits of his I.D. number. This way, is very unlikely that 2 welders would share the same identification for the project. Besides, it is very difficult that a welder would forget this data when asked about his identification again.
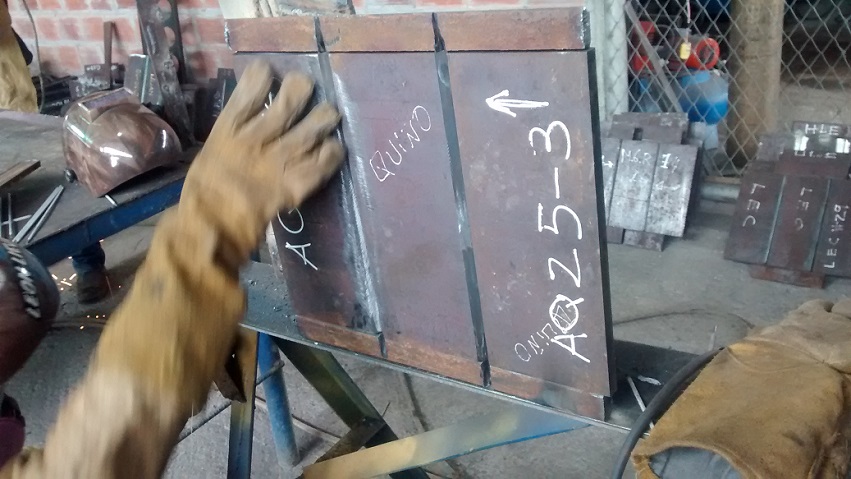
How to set the plates? In a tank, the majority of welds will be Flat. Horizontal or Vertical. To qualify these positions, set 3 plates together with their bevels already made as in the picture below. The welders will set up the plates themselves. The first joint will be welded in the 2G test position and the second one rotated 90° and welded in the 3G test position. Once the welder finishes one position he can continue to the other position. Testing in 2G and 3G test positions will qualify a welder to practically all of the positions of welds according to ASME IX QW-461.2, except fillet welds in the overhead position (in an angle between 125 and 235 in the picture in QW-461.2)
If you wish your welders to be qualified for overhead fillet welds, make sure to test them using 4G or 3G and 4G.
[adToAppearHere]
Number of tests. For a given welding proccess, welders can take only one test. Test retakes will only be done if granted by the contractor.
What to look for. The root pass shall be with no holes or disuniformities. The final pass should show no disuniformities. No welder shall make any repair. As a general rule, they can use the angular grinder whatever much they want according to the WPS, but only if it is part of the normal welding process, not for repairs. It is a good practice not to qualify only with visual inspection, but with volumetric NDE as weld, so you will have something written to back up your visual testing, and avoid any bad feelings between you and the welder. Use a flashlight after any root pass to check if light passes trough it. A welder shall be regarded as having passed the test provided that the imperfections fall within the limits of ASME VIII.
What will you need. Carry a ruler, a flashlight, a voltiamperimetric clamp that can handle AC and DC, a cronowatch, weld gauges and a calculator to estimate welder´s speed
What if you are a welder? Well. Practice a lot the days before a test, if you can by your own, or get some time in a local union training center so you won´t flunk.
Thank you so much for your time. I hope you fid this post useful
Latest comments
Big work, big responsibility, big opportunity to learn.
- WeldingTodayDotCom