The variables on a WPS (Part 1)
By Carlos F Molina
Hi again, dear readers. I am greeting you after a long hiatus in my writing, in relation with my work, the caring after my baby boy and my health. Anyway, I am back again and today I will be writing further about ASME IX, for you to better understand WPSs and PQRs. Remember, my post are oriented for the people that will take the API 653 certification exam.
An aspiring API 653 certified inspector should understand a written WPS and its corresponding PQR. A reviewer of a WPS should verify that
• each WPS has an entry for every essential, (supplementary essential variable when required) and nonessential variable, as listed for the process in QW-250. For SMAW, There are 27 entries to be recorded.
• the WPS covers the ranges for the welding application for each variable listed for each process, as specified in QW-250.
• the WPS meets all other requirements of Section IX.
• that the WPS meets all requirements of the construction code.
• the WPS has been properly supported by one or more PQRs, and the supporting PQRs are listed on the WPS.
• every variable range on the WPS is being followed during fabrication or repairs
[adToAppearHere]
ESSENTIAL VARIABLES
As for the Body Of Knowledge for the API 653, Essential and Non-Essential variables only will be covered in the exam. Let´s remember that essential variables are different for procedure specification and for performance qualification. The following are definitions of both, according to ASME IX.
QW-401.1 Essential Variable (Procedure). A change in a welding condition which will affect the mechanical properties (other than notch toughness) of the weldment (e.g., change in P‐Number, welding process, filler metal, electrode, preheat or postweld heat treatment).
QW-401.2 Essential Variable (Performance). A change in a welding condition which will affect the ability of a welder to deposit sound weld metal (such as a change in welding process, deletion of backing, electrode, F‐Number, technique, etc.).
Next we are going to make a point-by-point analysis of the 27 variables that should appear in a WPS for the SMAW proccess (My original article is some 4000 words so far, maybe too much, so I decided I would split the article in three parts, this is the first one)
QW-402. JOINTS
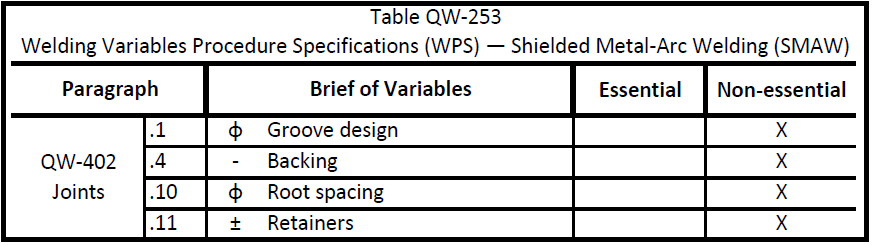
- QW-402.1 A change in the type of groove [Vee-groove, U-groove, single-bevel, double-bevel, etc.).
A change in groove type, most of the times, won´t affect the mechanical properties of the weld, so it is considered a non-essential variable for most of the proccesses (for example, it is a supplementary essential variable for PAW and an essential variable for EBW). Groove type can, however change mechanical properties of a weld by changing the A-number (chemical properties), especially when welding dissimilar metals. But its non-essential for SMAW and SAW, the proccesses of our interest.
2. QW-402.4 The deletion of the backing in single- welded groove welds. Double-welded groove welds are considered welding with backing.
Backing is defined as material placed at the root of a weld joint for the purpose of supporting molten weld metal. Its function is to facilitate complete joint penetration. Backing can be part of the weld and fuse with the weld deposit, but is a non-essential variable for the WPS for SMAW and SAW. Correct removal of backing bars after welding has been completed won´t affect the transverse area of the weld. For the welder, if he is tested without backing, he can weld with or without backing, but if he is tested with backing, he can only weld with backing as in the test. If the procedure is qualified with a backing, you can weld without backing, provided the welder is qualified without backing
3. QW-402.10 A change in the specified root spacing.
Root spacing as a non-essential variable illustrates why non-esssential variables are recorded into a WPS, given that a change in root spacing won´t affect the mechanical properties, but a too-much-wide root will likely increase the probability of defects if it is out of a range in accordance with sound engineering practices.
4. QW-402.11 The addition or deletion of nonmetallic retainers or nonfusing metal retainers.
This is a difficult one. Not many sources deal with se subject of retainers. A retainer is a non-consumable material, either metallic or non-metallic, that is used to contain or shape the molten root run. It won´t fuse with the base metal, as backing does. It is not an essential variable
QW-403. BASE METALS
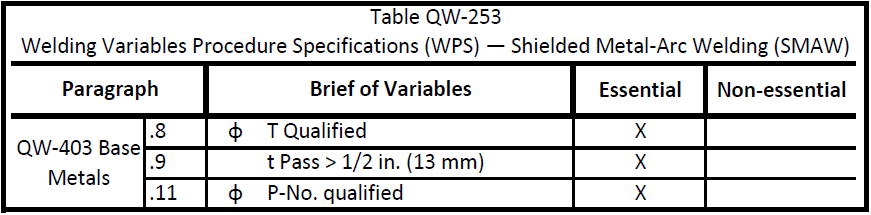
5. QW-403.8. A change in base metal thickness beyond the range qualified in QW-451.
Welding strengths vary according to plate thickness and distance from the weld root. The risk of brittle fracture increases with thickness. Cracks susceptibility is more likely to happen with high thickness and high resistance. Those facts and others, shown by research, demonstrate why base metal thickness is an essential variable.
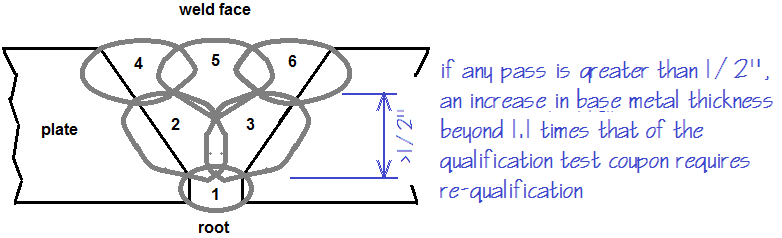
6. QW-403.9 For single‐pass or multipass welding in which any pass is greater than 1/2 in. (13 mm) thick, an increase in base metal thickness beyond 1.1 times that of the qualification test coupon.
A weld pass > ½ inch thick will have sufficient heat input to anneal the HAZ, thus reducing the tensile strength of the weldment, or increase the time the HAZ is exposed to temperatures > 1900 F, thus reducing the ductility of the weldment. When any single deposited weld pass is > ½ inch thick, the maximum base metal thickness qualified is less than that in table QW-451. Normally in SMAW, GTAW, GMAW, FCAW and SAW you don’t exceed 13mm of weld metal thickness for each pass; it is more common for Electrogas and Electroslag welding.
[adToAppearHere]
7. QW-403.11 Base metals specified in the WPS shall be qualified by a procedure qualification test that was made using base metals in accordance with QW-424.
Welding standards usually group the base metals into families that have similar chemistry and weldability. P-Numbers are assigned to base metals for the purpose of reducing the number of welding and brazing procedure qualifications required. A change from one P-number group to another affects the mechanical properties; therefore, base metals are classified as essential variables.
QW-404. FILLER METAL
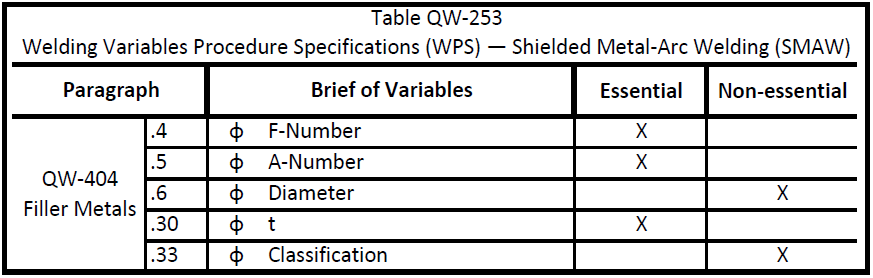
8. QW-404.4 A change from one F‐Number in Table QW-432 to any other F‐Number or to any other filler metal not listed in Table QW-432.
Avoid confusing ASME IX with AWS D1.1 when it comes to F-numbers. confussion of “if a welder/procedure is tested with an electrode with a higher F number, then he can weld with an electrode with lower F-number”. In AWS D1.1, if a welder qualifies with an electrode with a higher F-number, he is qualified to weld with electrodes of lower F number. Regarding procedures, in ASME IX the procedure must be requalified if the F-number changes. The F-number is also an essential variable for performance qualification, but it’s not as restrictive as the welding-procedure specification. For welders using F-1 through F-4 electrodes, the higher F-number electrode qualifies the lower just like in D1.1. Ussually an F number is associated with an electrode specification.
9. QW-404.5 (Applicable only to ferrous metals.) A change in the chemical composition of the weld deposit from one A‐Number to any other A‐Number in Table QW-442. Qualification with A‐No. 1 shall qualify for A‐No. 2 and vice versa.
The weld metal chemical composition may be determined by any of the following:
(a) For all welding processes — from the chemical analysis of the weld deposit taken from the procedure qualification test coupon.
(b) For SMAW, GTAW, LBW, and PAW — from the chemical analysis of the weld deposit prepared according to the filler metal specification, or from the chemical composition as reported either in the filler metal specification or the manufacturer’s or supplier’s certificate of compliance.
(d) For SAW — from the chemical analysis of the weld deposit prepared according to the filler metal specification or the manufacturer’s or supplier’s certificate of compliance when the flux used was the same as that used to weld the procedure qualification test coupon.
In lieu of an A‐Number designation, the nominal chemical composition of the weld deposit shall be indicated on the WPS and on the PQR. Designation of nominal chemical composition may also be by reference to the AWS classification except for the “G” suffix classification, the manufacturer’s trade designation, or other established procurement documents.
P- and S-numbers are groupings of base metals with similar weldability. F-numbers are groupings of filler metals, and A-numbers are weld deposit chemistries. A-numbers are applicable only for ferrous-based filler metals. A number is ussually provided by the manufacturer of the filler metal, as he has had time to make all laboratory tests on deposited metal. In other cases, such as when welding dissimilar metals, you have to send a section of the weld deposit out for chemical analysis and then see what A-number it matches. only qualification with A No. 1 shall qualify for A No. 2 and vice versa. This was an exam question back then in 2012. A-numbers play no role in performance qualifications.
[adToAppearHere]
10. QW-404.6 A change in the nominal size of the electrode or electrodes specified in the WPS.
In production welds, a higher diameter electrode can induce more slag into the joint or augment heat input to the base metal being welded. Depending on the weld position and electrode size, the welder will have difficulties controlling the appearance of weld defects. But electrode size will not affect mechanical properties. Having this in mind, it is just natural that it is a non-essential variable that you may want to control anyways.
11. QW-404.30 A change in deposited weld metal thickness beyond that qualified in accordance with QW-451 for procedure qualification or QW-452 for performance qualification, except as otherwise permitted in QW-303.1 and QW-303.2. When a welder is qualified using volumetric examination, the maximum thickness stated in Table QW-452.1(b) applies.
Deposited weld metal is the sum of all the passes made with a single welding proccess. Where more than one different processes, is used in a joint, QW-451 shall be used to determine the range of maximum weld metal thickness qualified for each process. It is an essential variable.
12. QW-404.33 A change in the filler metal classification within an SFA specification, or, if not conforming to a filler metal classification within an SFA specification, a change in the manufacturer’s trade name for the filler metal.
When a filler metal conforms to a filler metal classification, within an SFA specification, except for the “G” suffix classification, requalification is not required if a change is made in any of the following:
(a) from a filler metal that is designated as moisture‐resistant to one that is not designated as moisture‐resistant and vice versa (i.e., from E7018R to E7018)
(b) from one diffusible hydrogen level to another (i.e., from E7018‐H8 to E7018‐H16)
(c) for carbon, low alloy, and stainless steel filler metals having the same minimum tensile strength and the same nominal chemical composition, a change from one low hydrogen coating type to another low hydrogen coating type (i.e., a change among EXX15, 16, or 18 or EXXX15, 16, or 17 classifications)
(d) from one position‐usability designation to another for flux‐cored electrodes (i.e., a change from E70T‐1 to E71T‐1 or vice versa)
(e) from a classification that requires impact testing to the same classification which has a suffix which indicates that impact testing was performed at a lower temperature or exhibited greater toughness at the required temperature or both, as compared to the classification which was used during procedure qualification (i.e., a change from E7018 to E7018‐1)
(f) from the classification qualified to another filler metal within the same SFA specification when the weld metal is exempt from Impact Testing by other Sections. This exemption does not apply to hard‐facing and corrosion‐resistant overlays
For this numeral, I found several sources relevant to the information
According to lincoln electric, the “G” filler metal sufix stands for “general” classification. It is general because not all of the particular requirements specified for the other designation classifications are specified for this classification. The intent for the general designation is to allow newly developed flux-cored electrodes that may differ in one way or another to all the other usability designations a way to still be classified according to the filler metal specification. This allows an electrode to be used right away, without having to wait potentially years for the filler metal specification to be revised to create a new usability designation. So, two electrodes having the ‘G’ suffix, but made by different manufacturers, could have different chemical compositions. For this reason, a WPS requiring impact testing qualified with an electrode having the ‘G’ suffix from manufacturer ‘A’ could not use an electrode having a ‘G’ suffix from manufacturer ‘B’ because the chemical composition could be different, resulting in different notch toughness properties of the weld metal. The WPS would have to be requalified (link)
(a) The “R” suffix identifies electrodes passing the absorbed moisture test after exposure to an environment of 80ºF(26.7ºC) and 80% relative humidity for a period of not less than 9 hours (A.7.6.4 of AWS A5.1) (link).
(b) The preferred method of controlling the level of hydrogen in a weld deposit is to use the optional hydrogen designators as defined by the American Welding Society. These designators are in the form of a suffix on the electrode classification (e.g., H8, H4, and H2, the examples given in numeral b), (link). (c) On the other hand, low-hydrogen electrodes of the EXX15, EXX16, EXX18, EXX(X)15, EXX(X)16 and EXX(X)18 types, do share the same F-number, and differ in several things, being the most important the type of electrode coating (sodium for E7015, potasium form E7016 and iron powder for E7018) (AWS a5.1)
(d) is self explanatory.
(e) Electrodes of the EXX15, EXX16 and EXX18 classifications are specified as requiring impact testing in some welding positions (See table 4 of AWS A5.1). E7018-1 shielded metal arc welding (SMAW) electrodes provide improved impact toughness over plain E7018 electrodes. The -1 stands for it. (f) Not treated herein.
NEXT ARTICLE, MORE VARIABLES
So far we have introduced 12 of the 27 variables to be recorded in a WPS for the SMAW proccess. Keep reading apiexam.com this week for the rest of the variables.
Thank you so much for your time.
Latest comments
Hi Carlos, more top work. Thanks for taking the time out to help people! I am wondering how the WPS and PQr section of the open book exam is going to work with the new PC based format. I mean having your question paper open. the PQR open, the WPS open and then switching between various tables in ASMEIX all on one screen is going to get messy real quick! I am hoping that the exam software is user friendly enough to allow spilt screens and multiple PDFs to be opne at the same time? I hope its much more simple than my current worries! Thanks again Dave
- Dave LaverickThis really very good and informative. Thanks a lot for shearing such good knowledge , Appreciated. Engr azhar abbas. ASNT NDT level III UT RT PT Mt VT. Saudi.
- azhar