The variables on a WPS (Part 2)
By Carlos F Molina
Hi again. I hope you have found my last post useful. Here is the continuation of it: variables 13 to 18 that should be given a value in a WPS, according to ASME IX.
QW-405. POSITIONS
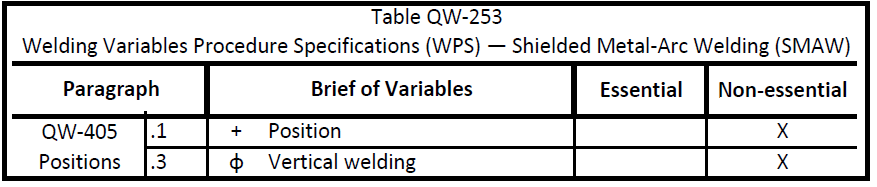
13. QW-405.1 The addition of other welding positions than those already qualified. see QW-120, QW-130, QW-203, and Qw-303.
A common mistake made by beginners is to think that the position chosen for procedure qualification limits the position of the production weld. In fact, qualifying a procedure in any welding position approves all positions providing no impact tests are required. Weld position is a non-essential variable.
14. QW-405.3 A change from upward to downward, or from downward to upward, in the progression specified for any pass of a vertical weld, except that the cover or wash pass may be up or down. The root pass may also be run either up or down when the root pass is removed to sound weld metal in the preparation for welding the second side.
In my country, welders usually think of themselves as API or ASME certified…… another mistake. They think that ASME welding is “upwards” and API 1104 welding is “downwards”. Actually, the choice of weld progression doesn´t depend on the welding code, but ussually in the electrode used and other considerations. Again, another non-essential variable for the WPS.
[adToAppearHere]
QW-406. PREHEAT
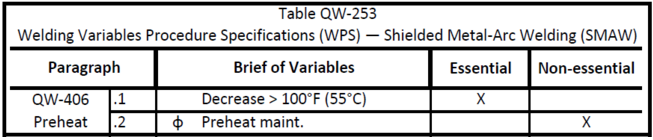
15. QW-406.1 A decrease of more than 100°F (55°C) in the preheat temperature qualified. The minimum temperature for welding shall be specified in the WPS.
This was an exam question to get API 653 Certified back then in 2012. It had to be with the maximum temperature change allowed for preheat and the range of preheat qualified. As we can see, a decrease in preheat temperature higher than 100°F is considered to change mechanical properties (it also happens with interpass temperature)
16. Qw-406.2 A change in the maintenance or reduction of preheat upon completion of welding prior to any required postweld heat treatment.
Preheat maintenance is used to assure freedom from hydrogen induced cracking prior to PWHT. Following a welding operation, the cooling and contracting of the weld metal cause stresses to be set up in the weld and in adjacent parts of the weldment which results to cracking and embrittlement in steel welds, depending of composition. The best way to minimize above difficulties is to reduce the heating and cooling rate of the parent metal and HAZ. Pre heating and/or Post heating have been widely employed in welding operation for preventing cold cracking.
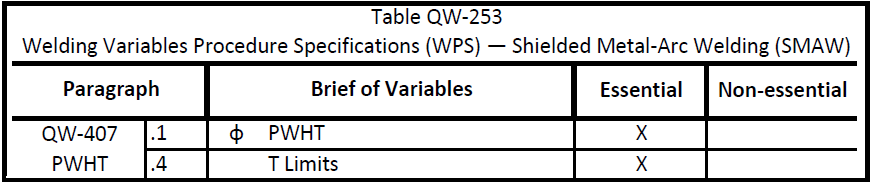
QW-407. POST WELD HEAT TREATMENT
Let´s review a couple definitions
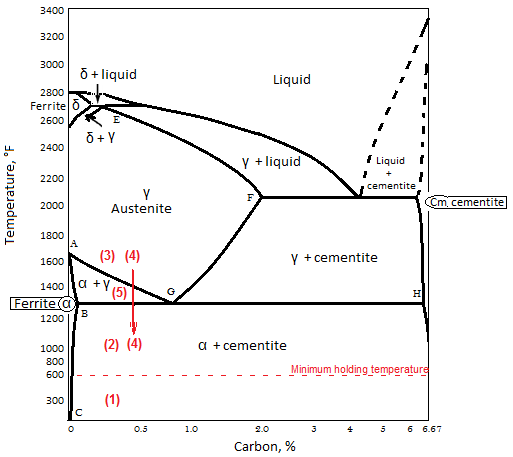
Lower Transformation Temperature – Temperature at which structure begins to change from ferrite and pearlite to austenite if being heated, upon cooling, temperature at which structure completes change from austenite to ferrite and pearlite. The line BGH in the diagram is the lower transformation temperature.
Upper Transformation Temperature – Temperature at which structure completes change from ferrite and pearlite to austenite if being heated, upon cooling, temperature at which structure begins change from austenite to ferrite and pearlite. The line AGH in the diagram is the upper transformation temperature.
17. QW-407.1 A separate procedure qualification is required for each of the following:
(a) For P‐Numbers 1 through 6 and 9 through 15F materials, the following postweld heat treatment conditions apply:
(1) no PWHT
(2) PWHT below the lower transformation temperature
(3) PWHT above the upper transformation temperature (e.g., normalizing)
(4) PWHT above the upper transformation temperature followed by heat treatment below the lower transformation temperature (e.g., normalizing or quenching followed by tempering)
(5) PWHT between the upper and lower transformation temperatures
(b) For all other materials, the following postweld heat treatment conditions apply:
(1) no PWHT
(2) PWHT within a specified temperature range
If you qualified a procedure with PWHT, if you intend to use this same procedure without (or No) PWHT, it must be requalified with NO PWHT. PWHT is not ussually required for material thickness 5/8″ (16mm) or less at the weld. All the possible configurations for QW-407.1 are illustrated in the Fe-c diagram below, as a guide.
18. QW-407.4 For ferrous base metals other than P‐No. 7, P‐No. 8, and P‐No. 45, when a procedure qualification test coupon receives a postweld heat treatment exceeding the upper transformation temperature or a solution heat treatment for P-No. 10H materials, the maximum qualified base metal thickness, T, shall not exceed 1.1 times the thickness of the test coupon.
Because the microstructure completely changes above the upper transformation temperature, whatever was done in welding is gone. The Code recognizes this metallurgical reality and allows an exception to the variable because of it.
[adToAppearHere]
NEXT ARTICLE, MORE VARIABLES
So far we have introduced 18 of the 27 variables to be recorded in a WPS for the SMAW proccess. Keep reading apiexam.com this week for the rest of the variables.
Thank you so much for your time.
Leave a Comment