The variables on a WPS (part 3 and final)
By Carlos F Molina
Hi. This is the final installment of these series of articles containing the 27 variables that a SMAW WPS should contain (other proccesses have different essential variables). Here we will consider variables 19 to 27 that should be given a value in a WPS, according to ASME IX. This is written for the basic level, for the person that is studying for the API 653 exam.
ELECTRICAL CHARACTERISTICS
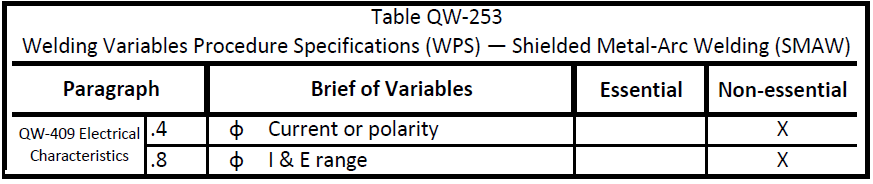
19. QW-409.4 A change from AC to DC, or vice versa; and in DC welding, a change from electrode negative (straight polarity) to electrode positive (reverse polarity), or vice versa.
Power sources for welding produce DC with the electrode either positive or negative, or AC. The choice of current
and polarity depends on the process, the type of electrode, the arc atmosphere and the metal being welded. A non-essential variable.
20. 409.8 A change in the range of amperage, or except for SMAW, GTAW, or waveform controlled welding, a change in the range of voltage. A change in the range of electrode wire feed speed may be used as an alternative to amperage. See Nonmandatory Appendix H.
What are the effects of current and voltage during the welding proccess? Consider the following excerpt Lincoln
Current effects the melt-off rate or consumption rate of the electrode, whether it be a stick electrode or wire electrode. The higher the current level, the faster the electrode melts or the higher the melt-off rate, measured in pounds per hour (lbs/hr) or kilograms per hour (kg/hr). The lower the current, the lower the electrode’s melt-off rate becomes. Voltage controls the length of the welding arc, and resulting width and volume of the arc cone. As voltage increases, the arc length gets longer (and arc cone broader), while as it decreases, the arc length gets shorter (and arc cone narrower). SMAW and GTAW are considered largely manual proccesses, and CC is the preferred type of output from the power source, meaning you control voltage. Link
Regarding waveform, the following exceprt is taken form ASME IX, non mandatory appendix H
Advances in microprocessor controls and welding power source technology have resulted in the ability to develop waveforms for welding that improve the control of droplet shape, penetration, bead shape and wetting. Some welding characteristics that were previously controlled by the welder or welding operator are controlled by software or firmware internal to the power source. It is recognized that the use of controlled waveforms in welding can result in improvements in productivity and quality.
Electrical charachteristics as amperage and voltage are non-essential variables.
[adToAppearHere]
TECHNIQUE
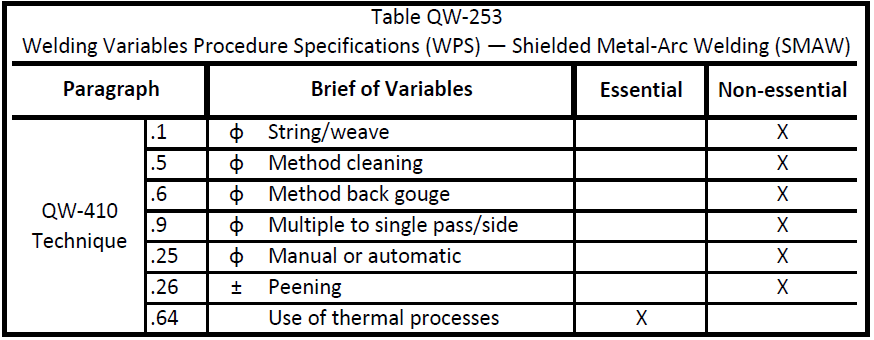
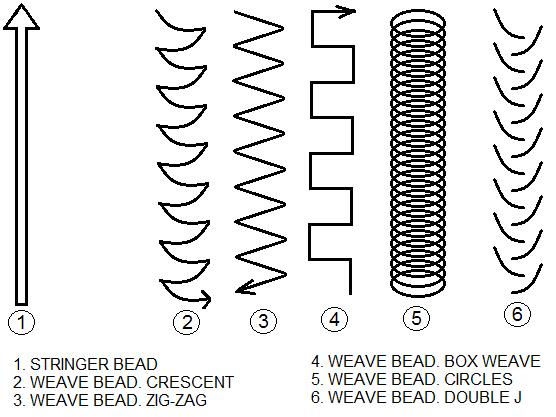
21. QW-410.1 For manual or semiautomatic welding, a change from the stringer bead technique to the weave bead technique, or vice versa.
Stringer bead a type of bead which is made by moving the welding electrode in a direction parallel to the axis of the bead, without appreciable transverse oscillation. Weave bead is a weld bead which is made with oscillations along the bead which are transverse to the length of the bead. Either technique can produce a sound weld with the mechanical properties the code requires. The election of one or the other, however, has an impact on another variable that is a supplementary essential and therefore not a subject of this summary: heat input.
22. QW-410.5 A change in the method of initial and interpass cleaning (brushing, grinding, etc.).
Interpass cleaning is essential to ensure complete slag removal as well as fusion between the weld beads. Turning up the amperage to “burn away the slag” is not the way to make a cleaning. Welders need to take steps to properly clean between weld passes, even grinding the profiles if needed to improve fusion and bead placement. It can be done by using a needle descaler or a hand chipping hammer and a power brush. Not an essential variable.
23. QW-410.6 A change in the method of back gouging.
Back gouging is the removal of weld metal and base metal from the weld root side of a welded joint to facilitate complete fusion and complete joint penetration upon subsequent welding from that side. It does so by providing a better surface for the new weld and eliminating any edges of the weld metal that may have survived the root pass. Back gouging can be done using air grinders, electric grinders, or thermal processes for removing the material, like Manual Metal Arc gouging, Air Carbon Arc Gouging, Plasma Arc Gouging or Oxyfuel Gouging. Thermal proccesses can be up to 4 times faster and quieter than cold chipping operations.
24. QW-410.9 A change from multipass per side to single pass per side. This variable does not apply when a WPS is qualified with a PWHT above the upper transformation temperature or when an austenitic or P-No. 10H material is solution annealed after welding.
The big difference between single pass to multipass per side is heat input. And depending on heat input, you know, the weld can have a heat treatment per se. Whenerver the upper transformation temperature is reached,
The process of solution annealing consists of heating the material up to a temperature above 1950°F and holding it long enough for the carbon to go into solution. After this, the material is quickly cooled to prevent the carbon from coming out of solution and achieve an evenly distributed solution of carbon and austenite in the metallurgical structure of the material. It improves corrosion resistance and ductility in both the weld and the HAZ. Properties • Reduction of stresses • Improved material structure • Improved magnetic properties • Reduction of hardness possible • Improved welding properties • Improved corrosion resistance • Good dimensional and shape accuracy • Clean process, parts remain bright
25. QW-410.25 A change from manual or semiautomatic to machine or automatic welding and vice versa.
Semiautomatic and automatic welding have less defects than manual welding. However a change of it won´t affect mechanical properties by deffinition
26. QW-410.26 The addition or deletion of peening.
According to the ASME IX definition, peening is the mechanical working of metals using impact blows. Peening is a method of adding residual compressive stress to the component by bombarding the surface with high quality spherical media in a controlled operation. The media can be steel, ceramic, or glass and each piece acts like a tiny peening hammer roducing a small indentation on the surface.
The application locally yields the material, inducing beneficial compressive stress, the characteristics of which are dependent on the base material and component design. At the same time, unwanted tensile stresses are removed. Peening shows a benneficial effect on both the life and strenght of a component, making the surface more resistant to fatigue, cracking, stress corrosion, and cavitation erosion, given than cracks will not grow in a compressive environment. For more information, you can see a video here. If you wish to have your production weld peened, the WPS should include peening too. And why the addition of peening changes mechanical properties? it is demosntrated that an excess of peening will reduce fatigue life of a component. However, it is not an essential variable.
27. QW-410.64 For vessels or parts of vessels constructed with P‐No. 11A and P‐No. 11B base metals, weld grooves for thickness less than 5/8 in. (16 mm) shall be prepared by thermal processes when such processes are to be employed during fabrication. This groove preparation shall also include back gouging, back grooving, or removal of unsound weld metal by thermal processes when these processes are to be employed during fabrication.
I am not going to go deep in this point, given its complexity. P numbers 11A and 11B group various high strength low alloy steels, that you can find in appendix P of the ASME IX. If you can look for the specifications of these metals in the internet, you will notice that the majority of then require some kind of heat treatment during manufacturing. For these steels, use of thermal proccesses during part welding obliges the manufacturer to prepare a WPS using those thermal proccesses. So it becomes an essential variable.
[adToAppearHere]
SUMMARY
Regardless if it is an essential or a nonessential variable, you should make certain that an appropriate value for each variable is recorded on the WPS, that the WPS covers the ranges for the welding application for each variable listed for each process, as specified in QW-250 and that every variable range on the WPS is being followed during fabrication or repairs
Thank you so much for your time.
Latest comments
Sir do you have api course study materials for 510 570 653
- IfeanyiSir I want api course study materials 510 570 653 Notes How to prapair for the exam....? Fees schedule
- jino