Measuring thickness by Manual Ultrasonic Pulse-Echo for the API 653 exam
By Carlos F Molina
In the Body Of Knowledge for the API 653 exam, Ultrasonic Testing is one of the smallest parts that needs to be studied. This is what the Body Of Knowledge says you need to get:
E. Article 23, Ultrasonic Standards, Section SE–797 only – Standard practice for measuring thickness by manual ultrasonic pulse-echo contact method:
The inspector should be familiar with and understand;
1. The Scope of Article 23, Section SE-797,
2. The general rules for applying and using the Ultrasonic method
3. The specific procedures for Ultrasonic thickness measurement as contained in paragraph 7.
This is a difficult post, because I am not UT certified myself. But as an API 653 student, I had to get some facts right. In my opinion, UT will replace radiography in many fabrications, because it is safer and faster, and usually eliminates the need to have access to the opposite surface of the part being inspected.
[adToAppearHere]
1. The Scope of Article 23, Section SE-797
This practice
- […] provides guidelines for measuring the thickness of materials using the contact pulse-echo method at temperatures not to exceed 93°C [200°F].
- […] is applicable to any material in which ultrasonic waves will propagate at a constant velocity throughout the part, and from which back reflections can be obtained and resolved.
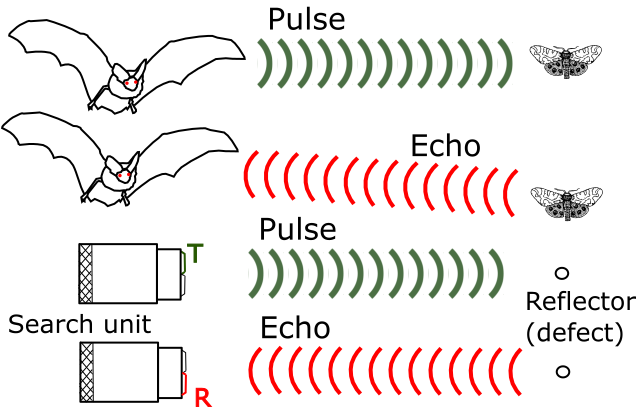
What is pulse-echo? Simply put, pulse-echo is a technique where a source emits a pulse, then that pulse gets reflected (echo), and a search unit detects the echo. By measuring the time between the transmission of the transmit pulse and the reception of that echo, the ultrasound machine can calculate the distance between the probe and the structure that caused that echo. This is essentially the same principle used by bats to catch insects through echo-location.
Temperature of the material being inspected must not to exceed 93°C [200°F]. That is, casually, the maximum design temperature of a tank designed to API 650.
Besides the pulse-echo method, there are other techniques used for NDE, as the impact-echo method, used mostly in concrete, and the TOFD method. The pulse-echo method is the basis for the Phased Array Ultrasonic Technique. It does exist another setup that is called “the through-transmission setup”, which requires access to the opposite surface of the part being inspected. ASME V, article 23, only deals with the pulse-echo technique.
2. General rules
When using the pulse-echo technique, thickness is the product between the velocity of sound and half the transit time.
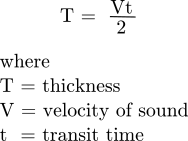
Velocity of sound for different materials can be found in ASTM E494. In steel, longitudinal velocity is 5950m/s and transverse velocity is 3230m/s. With the given data of the velocity of sound in the material, the instrument just needs to measure the transit time to calculate the material thickness. The machine must not transmit again until all detectable echoes caused by the previous transmit pulse have been received.
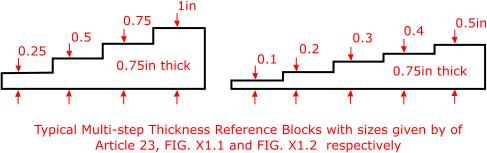
To verify effectivity of UT measurement, ASME V asks the user to use 2 sizes of reference blocks, one having a similar thickness to the thickness of the part going to be inspected, and the other having the minimum thickness allowable. Reference blocks come in many ways; the code has an appendix showing 2 Typical Multi-Step Thickness Gage Reference Blocks.
The display element (A-scan display, meter, or digital display) of the instrument must be adjusted to present convenient values of thickness dependent on the range being used.
A common method is the so-called time/analog conversion in which the time measured by the instrument is converted into a proportional dc voltage which is then applied to the readout device.
The voltage versus time trace on the oscilloscope screen is an analog signal that must be captured in digital form to allow further processing and manipulation by computer.
Another technique uses a very high-frequency oscillator that is modulated or gated by the appropriate echo indications, the output being used either directly to suitable digital readouts or converted to a voltage for other presentation.
There are the 4 ítems that need to be subject to contractual agreement according to SE-797: 1) Personnel qualification, 2) Qualification of Nondestructive Agencies, 3)Procedures and techniques, 4)Surface preparation
If specified in the contractual agreement, personnel performing examinations to this standard shall be qualified in accordance with a nationally or internationally recognized NDT personnel qualification practice or standard such as ANSI/ASNT CP-189, SNT-TC-1A, NAS-410, or a similar document and certified by the employer or certifying agency, as applicable. […] If specified in the contractual agreement, Inspection agencies should be qualified and evaluated by ASTM Specification E543
(It is not very common to do this, is it?)
[adToAppearHere]
3. The specific procedures for Ultrasonic thickness measurement as contained in paragraph 7
On the type on measurement instrument.
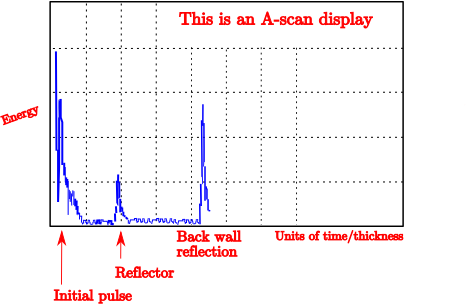
1. Flaw detectors with A-scan display readouts display time/amplitude information. Thickness determinations are made by reading the distance between the zero-corrected initial pulse and first-returned echo (back reflection), or between multiple-back reflection echoes, on a standardized base line of the A-scan display. The base line of the A-scan display should be adjusted for the desired thickness increments
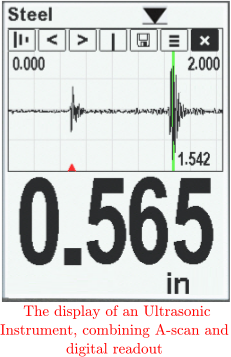
2. Flaw detectors with numeric readout are a combination pulse ultrasound flaw detection instrument with an A-scan display and additional circuitry that provides digital thickness information. The material thickness can be electronically measured and presented on a digital readout. The A-scan display provides a check on the validity of the electronic measurement by revealing measurement variables, such as internal discontinuities, or echo-strength variations, which might result in inaccurate readings
3. Thickness readout instruments are modified versions of the pulse-echo instrument. The elapsed time between the initial pulse and the first echo or between multiple echoes is converted into a meter or digital readout. The instruments are designed for measurement and direct numerical readout of specific ranges of thickness and material

This kind of instrument is maybe the first contact UT technicians have with. It requires almost no presentation. It is no flaw detector, but only a thickness measurement instrument. It is used mostly in hulls, bulkheads and girders and rafters in ships in intervals specified by insurers, and in external ultrasonic thickness measurement of tank shells and roofs during external inspections. The figure above shows one belonging to the author)
On the search unit
Contact transducers are available in a variety of configurations to improve their usefulness for a variety of applications. The code mentions “dual element, delay line, straight beam and contact”. All of them can work with flaw detector instruments.
If a thickness readout instrument has the capability to read thin sections, a highly damped, high-frequency search unit is generally used. High-frequency (10 MHz or higher) delay line search units are generally required for thicknesses less than about 0.6 mm [0.025 in.]. Measurements of materials at high temperatures require search units specially designed for the application. When dual element search units are used, their inherent nonlinearity usually requires special corrections for thin sections. (See Fig. 2.) For optimum performance, it is often necessary that the instrument and search units be matched.
SUMMARY
To understand this part of the code, make sure to read Article 23. I did my best to give graphical examples of the concepts there exposed. I hope you find it useful. Ah, I forgot..
Please download 19 more questions in the Api 653 series.
Thanks for your reading.
Latest comments
can you arranges those procedures for ultrasonic-pulse echo technique?
- chamlile rashidiVery useful informaiton for no-UT guys. I would like to share your more articles.Thansk again.
- Dennis Tong