Uses of ultrasound in tanks
By Eng. Carlos F Molina
Hi. Following two months and a half of a new job in Panama, I haven´t been so atentive to my website. I am again working for a contractor, meaning I have almost no time at all to update this site. I am usually void of energy because of all of the work that needs to be done. I hope that changes in the near future. By now, I am trying to retake writing in apiexam.com and to really commit to an schedule. Even when I didn´t write in a long time, the number of people that found value in my content grew (I have 255 suscribers now) in the past 2 and a half months.
Last time, we talked about Ultrasound according to Article 23 Ultrasonic Standards, Section SE–797, only things related to the Body Of Knowledge. This time we will review the use of ultrasound in tanks.
INTRODUCTION
Ultrasonic testing, I think, is going to replace RT as a mean of inspecting welded joints in tanks, because of its many advantages, like reducing hazards and downtime associated with radiography.
[adToAppearHere]
Where is ultrasound used in tanks?
The manual ultrasonic pulse-echo contact method is used in several occasions during tank building and maintenance:
1. For the detection of laminations in new plates. Accoding to API 650 6.2.4a
The Manufacturer shall visually inspect all edges of shell and roof plates before installing the plates in the tank or before inserting a nozzle into the plate to determine if laminations are present. If a lamination is visually detected, the Manufacturer shall ultrasonically examine the area to determine the extent of the laminations and shall reject the plate or make repairs in accordance with 6.2.4b. (It says “For laminations found not exceeding 75 mm (3 in.) in length or 25 mm (1 in.) in depth, repairs may be made by edge gouging and rewelding to seal the lamination”. If bigger, reject of submit another procedure)
2. For the evaluation of a tank´s shell according to API 653 3.3.3.1
External, ultrasonic thickness measurements of the shell can be a means of determining a rate of uniform general corrosion while the tank is in service, and can provide an indication of the integrity of the shell. The extent of such measurements shall be determined by the owner/operator.
The frequency of Ultrasonic thickness measurements varies depending if the corrosion rates are known or unknown
3. For the evaluation of a tank´s bottom according to
Magnetic flux leakage (MFL) tools are commonly used, along with ultrasonic (UT) thickness measurement tools, to examine tank bottoms. Ultrasonic thickness measurement techniques are often used to confirm and further quantify data obtained by MFL examination, but these techniques may not be required depending on the specific procedure and application. The quality of data obtained from both MFL and ultrasonic thickness techniques is dependent on personnel, equipment and procedures
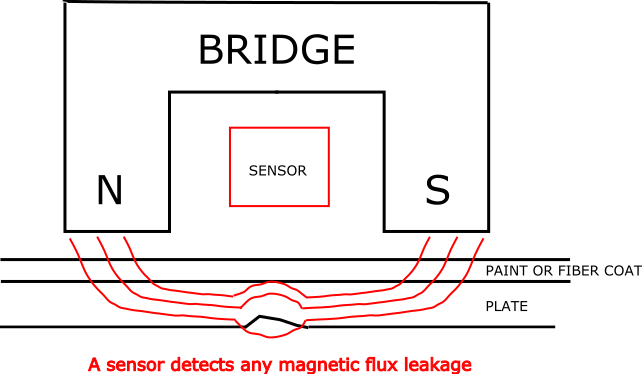
MFL is an electromagnetic technique used mostly in tank bottoms and pipes to detect defects. A magnetic flux is induced in the bottom plate. When there is a defect in the plate, magnetic flux “leaks” and a sensor detects the defect (See figure). Usually, MFL is used as a fast way to detect possible defects before further ultrasound examination.
4. For shell and annular ring weld inspection according to API 650 8.1
When bottom annular plates are required by 5.5.1, or by M.4.1, the radial joints shall be radiographed as follows: (a) For double-welded butt joints, one spot radiograph shall be taken on 10 % of the radial joints; (b) For single-welded butt joints with permanent or removable back-up bar, one spot radiograph shall be taken on 50 % of the radial joints. Extra care must be exercised in the interpretation of radiographs of single-welded joints that have a permanent back-up bar. In some cases, additional exposures taken at an angle may determine whether questionable indications are acceptable. The minimum radiographic length of each radial joint shall be 150 mm (6 in.). Locations of radiographs shall preferably be at the outer edge of the joint where the shell plate and annular plate join.
Appendix U states that ultrasonic testing can not be done in lieu of radiography for materials less than .375″ in nominal thickness. However, technology moves quicker than standards. Today, a combination of Phased array and TOFD has been demonstrated to evaluate efficiently plates of lower thicknesses,and to detect porosity, slag, and other small volumetric indication as well as planar and laminar defects which radiography sometimes has trouble detecting and evaluating, because both techniques complement the capabilities of the other.
5. For tank roof evaluation according to 4.2.1.2
Roof plates corroded to an average thickness of less than 0.09 in. in any 100 in.2 area or roof plates with any holes through the roof plate shall be repaired or replaced.
6. For the evaluation of thicknesses of components according to 4.3.9.1 and 4.3.9.2. Components include reinforcement plates, nozzle necks, bolting flanges and cover plates. This also need to be assessed and recorded in an inspection report.
A DATE FOR A NEW PRODUCT
I have commited myself to launch a book on API653 exam subject in November 15, 2016. I hope you find the information useful.
Latest comments
Good work
- Ayman Amin