By Carlos F Molina
Hi again, dear readers. I am greeting you after a long hiatus in my writing, in relation with my work, the caring after my baby boy and my health. Anyway, I am back again and today I will be writing further about ASME IX, for you to better understand WPSs and PQRs. Remember, my post are oriented for the people that will take the API 653 certification exam. (more…)
By Carlos F Molina
One of the content areas that worked out best for me during my exam three years ago was welding. In the time I presented the exam, the number of questions was different from nowadays. From a total of 16 questions about welding, I got 15 right (nowadays they ask only 8). It helped me a lot knowing about welding.
The body of knowledge gives a broad guide of what will appear in the exam related to welding. It says the following:
The inspector should have the knowledge and skills required to review a Procedure Qualification Record and a Welding Procedure Specification or to answer questions requiring the same level of knowledge and skill. Questions covering the specific rules of Section IX will be limited in complexity and scope to the SMAW and SAW welding processes.
1. Questions will be based on:
a) No more than one process
b) Filler metals limited to one
c) Essential, non-essential, variables only will be covered
d) Number, type, and results of mechanical tests
e) Base metals limited to P1
f) Additional essential variables required by API-650 or API-653
2. The following are specifically excluded:
a) Dissimilar base metal joints
b) Supplemental powdered filler metals and consumable inserts
c) Special weld processes such as corrosion-resistant weld metal overlay, hard-facing overlay, and dissimilar
metal welds with buttering
d) Charpy impact requirements and supplementary essential variables
e) Any PQR and WPS included on the examination will not include heat treatment requirements.
[…….]
As you can see, some of the questions are based on ASME IX. With this in mind, I decide to put on some articles on successfully reading and reviewing a WPS and a WPQ. Let´s check an introduction. (more…)
By Carlos Molina
Tank settlement is one of the topics of the Body Of Knowledge for the API 653 exam. It is a very important subject for us tank inspectors, althought is also one of the most vague topics for a new inspector. In fact, the word “settlement” is mentioned more than 250 times in the API 653 standard. As an inspector, you should be able to determine the type and extent of tank settlement, and decide if it can affect tank integrity. In the api 653 exam, maybe 2 questions will show up about this subject. And as complex as it may look in the api 653 standard, the limitations imposed by the BOK make it a really easy topic.
SETTLEMENT IN NEW CONSTRUCTION
In new tanks, the API 650 standard doesn´t necessarily asks for a settlement measurement to be done during hydrostatic tests. If there is no settlement expected (for example, a tank over a giant rock), it might not need settlement measurements, but that´s a decision that is entirely up to the owner. In normal conditions, there will always be settlement. Anyway, you should design and construct foundations to limit any settlement at all, as impossible it is to eliminate it.
For the sake of information, you should know how setttlement measurements are made. During hydrostatic testing for new and old tanks, at least 6 sets of measurements shall be made.
1. When the tank is empty before hydrostatic testing
2. When the tank is 1/4 full
3. When the tank is 1/2 full
4. When the tank is 3/4 full
4. 24 hours after it is filled
4. With the tank empty again.
Shell elevation measurements shall be made at equally-spaced intervals around the tank circumference not exceeding 10 m (32 ft)
[adToAppearHere]
SETTLEMENT OF IN-SERVICE TANKS
During operations, shell settlement measurements should be taken at a planned frequency, based on an assessment of soil settlement predictions. Bottom settlement monitoring is to be made during internal inspections, respecting the intervals given for inspections in API 653 4.4.6. Identify and evaluate any tank bottom settlement is one of the 3 key objectves of internal inspections, because it plays such an important role on many tank failures and floating-roof problems.
Settlement can be caused by the following:
- Lack of support under the base circumference affecting the cylindrical shell and the tank bottom. Parts or the concrete ring may be lost.
- Non homogeneous geometry or compressibility of the soil deposit (voids or crevices below the bottom plate)
- Non uniform distribution of the load applied to the foundation. Differential pressure during emptying and filling cycles
- Uniform stress acting over a limited area of the soil stratum
- Wrongly constructed foundations (deficient reinforcement of the concrete, bad quality cement, etc)
- Liquefaction phenomenon around the foundation generated by earthquakes. Consider the following excerpt:
The Niigata earthquake was also the first seismic disaster in Japan where the liquefaction of the ground attracted notice. Among the disaster incidents caused by the earthquake, five crude oil storage tanks in a refinery caught fire and continued burning for two weeks, spreading into the surrounding area and burning down a total of 286 adjacent houses. One of them was a 30,000kL floating roof type tank, 51,500mm in diameter, and 14,555mm in height, which was fully stocked with oil. The cause of the fire was ignition by sparks generated by the collision of the floating roof with the side wall, which in turn was caused by the movement of the crude oil by the sloshing phenomenon. Source.
WHAT YOU SHOULD STUDY FOR YOUR EXAM
Various forms of settlements could take place in tanks. The BOK considers 3 types of settlement and their evaluation.
1. Edge settlement
Edge settlement occurs when the tank shell settles sharply around the periphery, resulting in deformation of the bottom plate near the shell-to-bottom corner junction, or the depth of the depressed area of the bottom plate. You can see a diagram for edge settlement below.
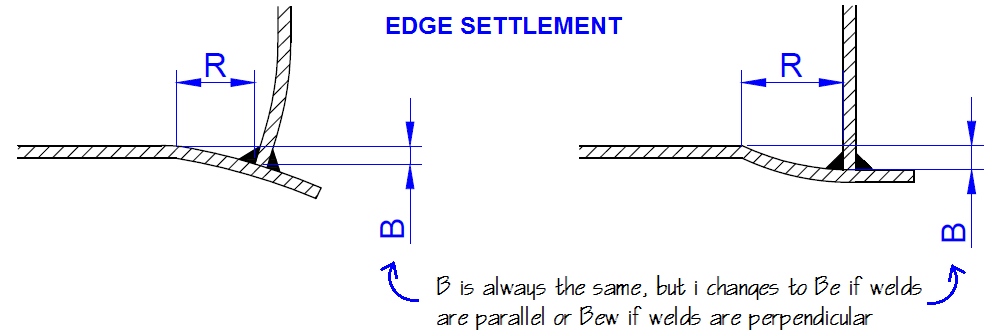
Edge settlement affects bottom parallel and perpendicular welds in different manners. It affects weld seams that are “parallel” to the shell in a more critical manner that the ones that run “perpendicular”.
How to evaluate edge settlement?
STEP 1. Annex B of API 653 separates Edge Settlement evaluations in two separate scenarios:
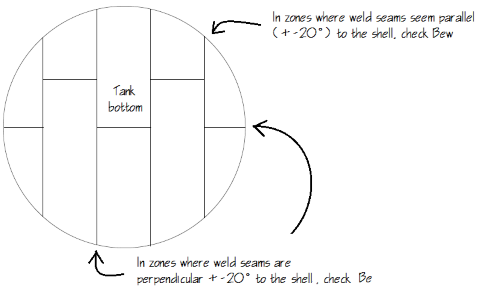
1. If edge settlement is in an area with a welded seam than runs parallel +-20° to the shell, B turns into Bew
2. If edge settlement is in an area with a welded seam than runs perpendicular +-20° to the shell, B turns into Be
STEP 2. With the value of R, B and the tank diameter, you can check the maximum allowable vertical settlement in figures B-11 of API 653 for Bew or B-12 for Be. A sample of that diagram you can see next.
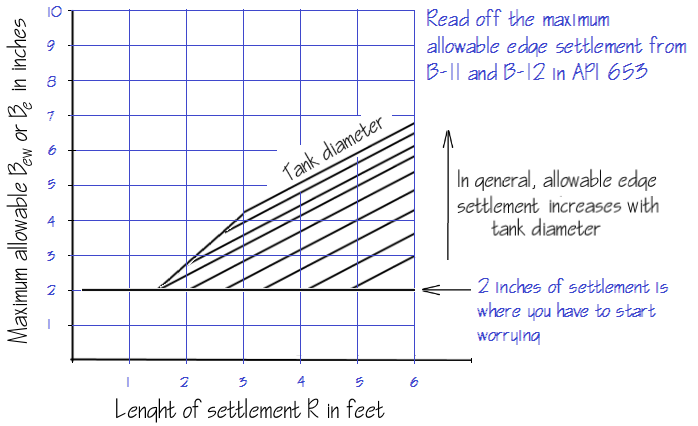
See API 653 B-11 and B-12 for the whole details.
Welds in tanks with settlement greater than or equal 75 % of Bew or Be, and larger than 2 in., are to be inspected with magnetic particle of liquid penetrant method. Additionally, weld seams should be inspected vissually and if they show strains bigger than 2%, they should be repaired. Any plate exceeding acceptable plastic strains (typically 2 % to 3 %) should be replaced.
[adToAppearHere]
2. Bottom settlement near the tank shell
This kind of settlement can be present in the bottom or in the annular ring zone, if there is one. It occurs when the bottom deforms showing a depression or a convexity in relation with a flat plane bottom. That deformation is caused by stresses in the bottom plate that have to be evaluated.
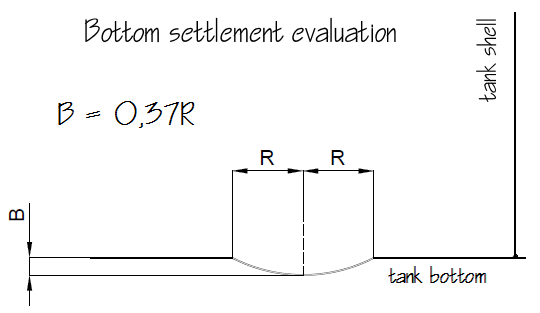
How to evaluate bulges in tank bottoms?
STEP 1. As per API 653 B3.3, measure the bulge or depression in its entire lenght. The half of that measure is radius R of the bulge.
STEP 2. The maximum dimension for bulges or depressions is given by the following equation:
![]()
Where
B is the maximum height of bulge or depth of local depression, in inches;
R is the radius of an inscribed circle in the bulged area or local depression, in feet.
3. Localized bottom settlement remote from the tank shell.
Localized bottom settlement remote from tank shell are depressions (or bulges) that occur in a random manner, remote from the shell. The same equation (B3.3) used for bottom settlement near the tank shell can be used for the evaluation of this kind of settlement, granted the bottom has single-pass welded joints.
RECOMMENDATIONS TO IMPROVE TANK RELIABILITY IN CASE OF SETTLEMENT
- Leave plenty of free space under any nozzle, to prevent any contact with the floor if there is settlement.
- Settlement occurs to every tank, and it can be different in practice from the measured settlement during and after hydrostatic testing.
- If there is uniform settled expected (If foundations werent well built), you can use flexible joints or maritime hoses that can absorb those misalignments.
- Edge settlement often can be predicted in advance, with sufficient accuracy from soil tests. Anyway, piping (especially buried piping) should be designed with adequate consideration to prevent problems caused by such settlement
CONCLUSION
See that it is pretty easy? I think this is a good explanation of what you will have to learn in order to answer correctly questions regarding tank settlement in the API 653 examination. If you liked this article that will help you in your inspections, then subscribe to my mail list, and you will receive a weekly article about equipment integrity and how to pass your exams.
Cheers and good luck
By Carlos Molina
Hi friends. Today´s article is really short, but is to let you know of the new version of the API 653 exam Simulator. This 2.0 Version has 100 questions total, an improvement of 52 from the previous version. The new simulator has some bug fixes from the former one, given that it did convert percentages to decimal points, an issue we discovered late.
This version still has to improve, and I promise that I will make my best to update it within a week to the subscribers of my blog. I have to improve the result screen and allow the user to go back to solve the test. Remember that I have a dayjob and little time, jeje.
What is the objective of this simulator? To get you accustomed to the test environment, mimicking the conditions of the actual exam. As far as I know, this simulator is one of its kind.
I took special consideration to the fact that some 70% of questions in the actual exam are from the API 653 standard, so the most of the questions in this simulator were taken from API 653. By the other side, there are new questions that aren´t in my questions series.
To receive your copy, write your mail to me and I well send it to you in the span of 1-2 business days. If you write your mail address in the form below, you will not receive any more mails regarding any other subject. I won´t collect any personal data.
Be aware that this form will work like a subscribing list, so you will have to confirm by entering to your mail account and answering an automatically generated mail.
If you would like to receive weekly updates of the articles I write here in APIEXAM, you can type your mail address next. I promise to never sell or giveaway your email address to anyone – and you are allowed to unsubscribe at anytime
Thanks and good study.
By Carlos Molina
According to API 653 3.14, Hot tapping identifies a procedure for installing a nozzle in the shell of a tank that is in service. This means that a tank can continue to be in operation whilst maintenance or modifications are being done to it. This is in complete compliance with the API 653 standard, but following some rules. First of all, for all of you students, let´s review what the BOK of the API 653 March 15 exam has to say.
HOT TAPPING
a) The Inspector should be familiar with the Hot Tapping requirements. (API-653, Paragraph 9.14)
b) The inspector should be able to calculate the minimum spacing between an existing nozzle and a new hot tap nozzle. (API-653 Paragraph 9.14.3)[adToAppearHere]
By Carlos Molina
Hi friends. I am longing to make it in the integrity field. I mean, I want to make it in the tanks, in the pipes and in the pressure vessels and static equipment.

Yo can see tank levels at once with infrared cameras
Here is a gift for you
Today I am writing you about the API 580 certification, the same I talked about in this article
On february 2, I received this mail from the guys of prometric that contained a pdf file. I opened up the PDF file and read that I achieved a passing grade and i am now certified to conduct rbi inspections. I dont have the experience yet though. Here is a screenshot of the document.
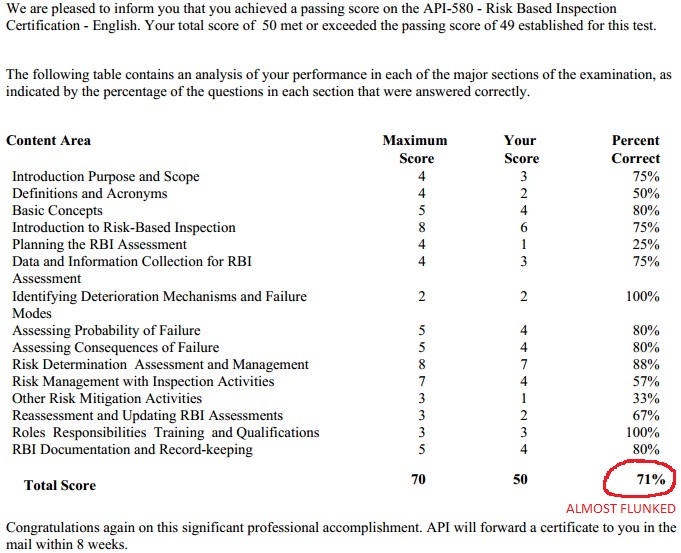
But as for the exam, I actually just studied some 3 days total. I really didn’t have much time in the previous months to study, and just one month before the exam, the API 580 course I was due was cancelled. I thought I had no chance. In the last week, I read the RP on the bus while in my conmute, I read the RP while I was having my lunch, and I reviewed some questions and answers I had in an spaced repetition software (in a very disorderly way).
I almost flunked. I got 50 questions right, just to a little over the 71% needed. What helped me was that I can understand english well and generally have been good in multiple choice exams troughout my life.
During the exam, all you had to do is make sure that you get the 49 questions you need in order to pass. Be sure of 49, and you can do anything to the others, from guessing to discarding to whatever. And if you passed, congratulations on this significant professional acomplishment.
And continuing with my goal to completely prepare you for these exams, here are more questions for the API 653 Certification examination.
MICROBIOLOGICALLY INDUCED CORROSION QUESTIONS
I am bringing you today 25 questions about Microbiologically induced corrosion (MIC). You can download them Here. Microbial corrosion, also called bacterial corrosion, bio-corrosion, microbiologically influenced corrosion, or microbially induced corrosion (MIC), is corrosion caused or promoted by microorganisms, usually chemoautotrophs. It can apply to both metals and non-metallic materials (Wikipedia)
For the exam, I can´t tell you how many questions about this subject will show up. Maybe none. Anyway, I prepared these questions with the intention to make you really knowledgeable to the subject.
More pages on the API 653 questions series
1. Beginning the path: API 653 Questions
2. General and definitions. #2 in the API 653 questions series.
3. In the core of API 653. Path # 3.