Tutorial for inspecting vessels other than API 650




EVALUATING THE DECANTER
Where:
H is the height of liquid from top capacity level to the bottom of the course being evaluated.
D is the nominal tank diameter, in feet.
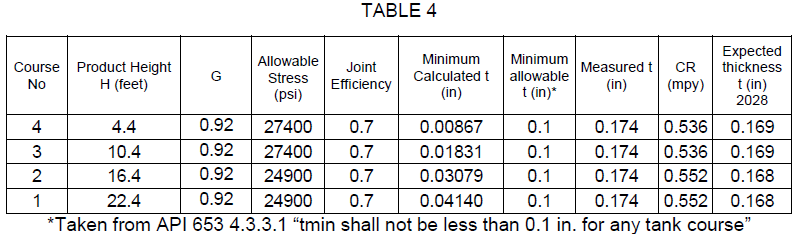
G is the product´s specific gravity. Let´s use 0.92.
S is the máximum allowable stress in pounds per square inch. According to API 653, S for A36 is 24900 for the first 2 courses and 27400 for the third and higher courses.
E is the efficiency of the welded joint. In this case we will use 0.7 to be more strict, because the year of built is unknown.
(API 653 contains tables of maximum allowable stress for new construction and for in-service tanks. AWWA doesn`t have this provision. AWWA D-100 references the bottom of the course, while API-653 references one foot above the bottom)
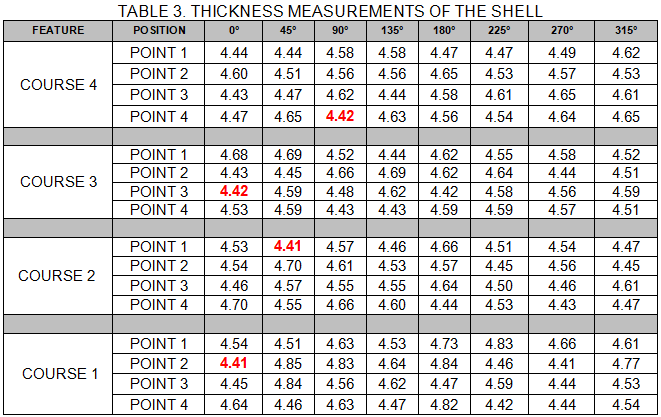
The minimum thickness values required for each are tabulated below.
Remaining life values for each course are tabulated below.
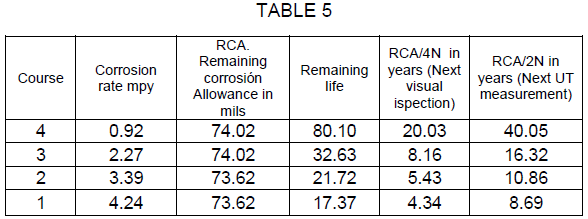
The shell of the decanter can operate safely during 17 years at the current corrosion rate.
EVALUATING THE CONE
There is an equation in AWWA D100 that could be used to evaluate the conical section (AWWA 3.4.3.2), but it is hard to understand, To evaluate this part I use an equation I found in the book of pressure vessel desing by Moss (who in turn took it from Wozniak), page 588, for liquid filled elevated tanks.

The mínimum thickness tc for the cone can be found using the following equations.
At spring line
![]()
![]()
At any point below spring line
![]()
![]()
![]()
DATA FOR THE EXERCISE
W = density = 62.428 lb/cu ft3
H = depth of contents to swing line, ft = 22.4ft
hc = depth of contents from swing line to point of evaluation, ft = 5ft
R = 6.11ft
S = 24900psi
E = 0.7 (Because year of construction is unknown)
C.A. = 0.0625in
RESULTS
T1 = 13619.286 (units are distance2)
T2 = 489.99 (units are distance2)
tc = 0.154in or 0.065in then tc = 0.154in
t min = tc – C.A. = 0.065in then we take it to 0.1in

The conical bottom can operate safely during more than 200 years at the current corrosion rate
EVALUATING THE NOZZLES
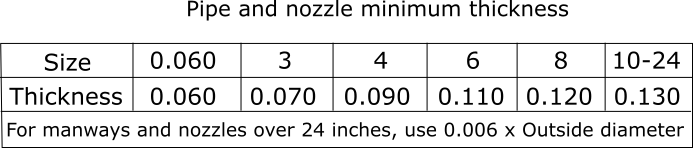
Some owners have in-house standards for the minimum thickness of nozzles. The following is a table used by an operator. Notice the similarity with API 574
AWWA D100 says that “3.10.1 Parts in contact with water. All parts of the structure in contact with water when the tank is filled to the TCL shall have a minimum thickness of 1/4in”, except as shown in Table 16 of AWWA D100”
You can also apply UG-27 ASME , numeral 304.1.2
It says that the mínimum thickness must be the biggest value between the xx thickness vs the longitudinal thickness

Where
T = minimum required thickness of shell
P = internal design pressure (see UG-21), psi
R = inside radius of the shell course under consideration, in.
S = maximum allowable stress value, psi (see UG-23 and the stress limitations specified in UG-24)
E = joint efficiency for, or the efficiency of, appropriate joint in cylindrical or spherical shells, or the efficiency of ligaments between openings, whichever is less.
Let´s say that we are assessing a 3” nozzle
Then R= 3.5in
Let´s say H = 18ft the P is 14psi aprox.
S = 13800
E= 1 (because the longitudinal Efficiency is 1 because seamless)
Then,
Circunferential Thickness = 1.44×10-3
Longitudinal thickness t = 7.21×10-4
Both this thicknesses are lower than 0,09375, then the mínimum thickness is 0,09375. However, we will use the mínimum thickness of the Shell plate in that course. Then the mínimum allowable thickness is 0,1in

The nozzle can operate safely during 400 years at the current corrosion rate.
EVALUATING THE ROOFBoth AWWA D100 and API 653 have requirements regarding the mínimum thickness for the roof in atmospheric vessels.
According to AWWA D100 “For ground-supported flat-bottom tanks with cone roofs not in contact with water when the tank is filled to the TCL, the minimum thickness of roof plates shall be USS 7 gauge (4.55mm) sheet”
Remaining life of the roof is
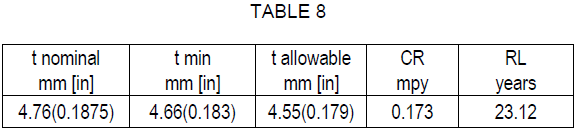
The roof can operate safely during 23 years at the current corrosion rate.
API 653 states “4.2. 1 .2 Roof plates corroded to an average thickness of less than 0.09 in. in any 100 in. 2 area or roof plates with any holes through the roof plate shall be repaired or replaced.” If we work with API 653, then the roof will last more.
CONCLUSIONS
The decanter is fit for service. It is recommended that the next visual inspection is carried out in 4 years and the next UT measurement are carried out in 8 years (See table 5)
As you can see, when inspecting some equipment, you need to know which standards you can use for every part of the vessel. The equipment inspector needs to know several codes and decide which one is the best suited for his case.
A VIDEO COURSE TO PASS API 653
I keep working in a video course for people who want to pass the API 653 or learn more about how to inspect tanks. If you think this offer is for you, please subscribe to the newsletter.
Leave a Comment